ОБОРУДОВАНИЕ ДЛЯ НАКАТКИ РЕЗЬБЫ НА КРЕПЁЖ, МЕТИЗЫ И ДЕТАЛИ
ОБОРУДОВАНИЕ ДЛЯ НАКАТКИ РЕЗЬБЫ НА ГАЙКИ АВТОМАТИЧЕСКОЕ
Общая информация о получении резьбы на гайках
К самым распространенным крепежным изделиям можно отнести гайки. Они являются важной частью резьбовых соединений и применяются в различных их видах.
В производстве крепежных изделий используются несколько технологий изготовления гайки - точение, горячая штамповка, холодная штамповка и др. Все технологии придают изделию определенную форму (круглая, четырехугольная, шестигранная), но основная составляющая гайки - это резьба, которая является основой для создания крепежных соединений.
Нарезание резьбы - операция, выполняемая со снятием стружки или методом накатывания, в результате которой образуются винтовые канавки на поверхностях. Наиболее распространенным и универсальным способом получения внутренних резьб гаек является обработка резанием.
К ней относятся:
- нарезание внутренних резьб метчиками
- точение внутренних резьб резьбовыми резцами и гребенками
- резьбофрезерование внутренних резьб дисковыми и червячными фрезами
- нарезание внутренних резьб резьбонарезными головками
- вихревая обработка внутренних резьб
- накатывание внутренних резьб резьбонакатными головками
- накатывание (выдавливание) внутренних резьб бесстружечными метчиками.
Видов гаек и размеров гаек очень много, поэтому видов оборудования для нарезки / накатки резьбы на гайки тоже много. Как же производителю выбрать способ нарезания резьбы? Нарезание резьбы метчиками, накатка на гайконарезном станке, фрезерование или токарная обработка? Лишь путем проб и ошибок – если один из способов не приносит удовлетворительного результата, нужно пробовать другой. Всем способам нарезания резьбы на гайки присущи свои достоинства, свои недостатки и своя сфера применения. Самое главное: решая взяться за нарезку резьбы, посмотрите на имеющиеся станки и подсчитайте стоимость инструментов, время цикла резки и сроки эксплуатации инструментов.
Нарезание резьбы на гайки метчиками

- применение гаечных метчиков для нарезания резьбы на гайки это самый распространённый и наименее затратный способ на начальном этапе производства
- гаечные метчики могут быть использованы при обработке практически любого материала твердостью вплоть до 65 HRC
- гаечные метчики могут нарезать резьбу в отверстиях глубиной более трёх диаметров самого инструмента
- гаечные метчики обычно работают намного быстрее, чем резьбонарезные фрезы с одной режущей кромкой
- нарезание резьбы гаечными метчиками это продолжительный процесс. Окончательные размеры резьбы достигаются за один проход
- нарезка резьбы гаечными метчиками возможна в отверстиях диаметром не более 16 мм. При нарезании резьбы в отверстиях большего диаметра у станка может просто не хватить мощности для поворота гаечного метчика, контактирующего с заготовкой.
- при нарезании резьбы гаечными метчиками производится большое количество стружки, которую нужно эффективно отводить. В противном случае стружка образовывает заторы вокруг метчика, забивает канавки метчика, что может привести к обламыванию метчика в отверстии. Алюминий, углеродистые и нержавеющие стали являются наиболее сложными материалами для контроля отвода стружки.
- при нарезании резьбовых отверстий диаметром 6 мм и менее существует проблема отвода стружки, так как пространство очень ограничено, а инструменты маленького размера относительно хрупкие.
- поскольку диаметр и шаг резьбы всегда остаются неизменными, один и тот же гаечный метчик не может использоваться для нарезания отверстий разного размера.
- при нарезке резьбы в гайках гаечными метчиками требуется смазка
Накатывание резьбы на гайки бесстружечными метчиками на гайконарезных автоматах

Достоинства и недостатки накатки гаечной резьбы
- является наиболее высокопроизводительным способом получения резьбы на гайках
- накатные метчики не режут, а деформируют материал, поэтому стружка при этом процессе не образуется и отсутствует вероятность возникновения заторов стружки
- накатывание резьбы бесстружечными метчиками (метчиками-раскатниками) обеспечивает высокое качество получаемой резьбы на гайках
- накатанная резьба прочнее резьбы, получаемой нарезкой, так как зернистый по своей структуре металл подвергается сдавливанию, что делает его более однородным
- твёрдость заготовки при такой обработке ограничивается как правило 40 HRC
- поскольку накатка резьбы подразумевает пластическую деформацию, материал должен быть пластичен или обладать низким коэффициентом растяжения
- накатные метчики требуют больший крутящий момент и большую мощность от станка, кроме того, инструмент должен быть крепче зажат в державке станка. Для пластической деформации металла требуется приложить большую силу, чем при его резке.
- отверстие под накатывание резьбы должно быть просверлено более точно, чем таковое отверстие под нарезании резьбы
- полученные путем пластической деформации материала, не подходят для некоторых отраслей промышленности, таких как медицинская и авиационно-космическая. При накатке резьбы внутренний диаметр не идеален, авиационно-космическая отрасль не допускает такой U-образный профиль на внутреннем диаметре резьбы.
Токарная обработка резьбы
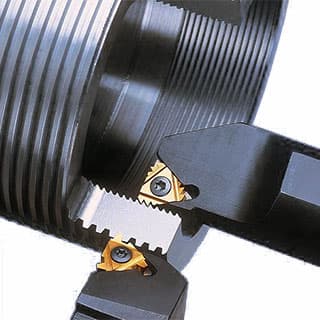
Токарная обработка является ещё одним способом нанесения внутренней резьбы. При этом используются либо сменные твердосплавные пластины, либо миниатюрный инструмент наподобие расточного резца. Обработка производится на многоосевых или токарных станках. Нарезание резьбы на токарных станках выполняется в единичном и мелкосерийном производстве.
- нарезание резьбы на токарных станках подходит для целого ряда материалов вплоть до очень твердых или абразивных
- нарезание резьбы на токарных станках подходит для отверстий глубиной до 3 его диаметров при использовании инструмента со стальными державками, и даже глубиной в 4-5 диаметров при использовании инструмента с державками из твердых сплавов
- возможно нарезание различных видов резьб при соответствующей настройке вращения шпинделя с перемещением суппорта, углом воздействия режущего инструмента и частотой оборотов детали
- скорость нарезания резьбы на токарном станке очень маленькая. Использование высокопроизводительных режимов при нарезании резьбы приводит к повышенной нагрузке на элементы шпиндельного узла.
- для получения точной резьбы необходимо выдержать жесткие требования по подаче, шагу резьбы, соосности инструмента и отверстия.
- большая трудоёмкость операции нарезания резьбы
- отвод стружки является большой проблемой при нарезании внутренней резьбы на токарных станках, особенно остро проблема проявляется при нарезании резьбы в глухих отверстиях
- требуется СОЖ
Нарезание резьбы гайконарезными головками

Гайконарезная головка представляет собой сложный механизм, оснащенный комплектом гребенок, выполняющих роль зубьев метчиков, имеющих режущие и направляющие резьбовые профили.
- гайконарезные головки могут использоваться для нарезания резьбы любого типа
- нарезание резьбы гайконарезными головками, применяемыми на автоматических станках, значительно производительнее (в 3—4 раза), чем нарезание плашками, так как благодаря автоматическому раскрыванию обратного свинчивания их не требуется.
- гайконарезные головки не требуют реверсирования, так как в конце рабочего хода гребенки автоматически убираются внутрь корпуса
- в одном корпусе головки допускается установка гребенок различных размеров, что повышает универсальность инструмента
- повышенная точность резьбы
- подходит для серийного и массового производства
- высокая стойкость и долговечность - вставные гребенки имеют большее количество переточек
- размеры получаемой резьбы можно легко регулировать и при необходимости нарезать в два прохода
- резьбовой профиль гребенок образуется шлифованием, что обеспечивает хорошее качество режущих и калибрующих профилей и, как следствие, улучшается точность и шероховатость поверх-ностей резьбового профиля нарезаемой резьбы
- высокая цена
- при нарезании резьб гайконарезными головками станок должен отвечать установленным для него нормам точности. Особенно важно соблюдение требований по биению шпинделя и соосности детали и гайконарезной головки
Нарезание внутренней резьбы фрезами
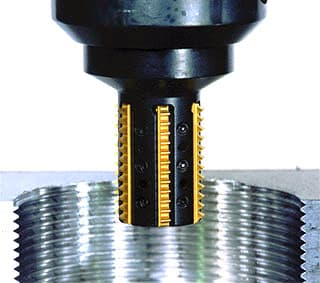
Для нарезания резьбы применяются цельные твердосплавные фрезы и сменные твердосплавные пластины (стальное тело фрезы с карбидными вставками). Многовитковые резьбонарезные фрезы нарезают резьбу сразу на всю глубину за один полный поворот фрезы. Одновитковые фрезы нарезают один виток резьбы за оборот.
- фрезы для нарезания резьбы подходят для обработки материала прочностью до 65 HRC
- резьбонарезные фрезы имеют большой диапазон применения, их диаметр начинается от 1.5 мм и заканчивается самыми большими размерами
- одна и та же резьбонарезная фреза может применяться для отверстий, имеющих различный диаметр, но одинаковый шаг резьбы
- фреза с одной режущей кромкой может быть использована для обработки отверстий различных диаметров, а также и нарезания резьбы различного шага
- фреза одной и той же геометрии, но с одним или двумя слоями различных покрытий, позволяет обрабатывать множество разнообразных материалов
- одновитковая резьбонарезная фреза может быть применена для обработки глухих и сквозных отверстий, а также для нарезания правой и левой резьбы
- одновитковая фреза может работать на большой глубине, вплоть до 20 диаметров
- так как фреза имеет плоскую нижнюю поверхность, она может нарезать резьбу в непосредственной близости от днища глухого отверстия, и даже если фреза сломается, это не приведет к выбраковыванию детали
- фреза для нарезания резьбы может быть совмещена в одном корпусе с другими инструментами для сверления отверстий, тем самым образовывая комбинированный инструмент, который может одновременно сверлить, делать фаски и нарезать резьбу
- отвод стружки обычно не является проблемой при нарезании резьбы фрезами
- цикл обработки фрезой обычно дольше цикла обработки метчиками
- использование фрез для нарезания резьбы в гайках требует специальной программы для станка
- использование фрез для нарезания резьбы на гайки требует постоянного контроля оператора. Так как фреза стачивается в процессе нормального износа, оператору необходимо измерять допустимые отклонения в размерах резьбы, следить за износом инструмента и регулировать режущий процесс, чтобы подстроится под текущий износ инструмента и сохранить правильные размеры получаемой резьбы.
- при использовании фрезы для нарезания резьбы силы резания не сбалансированы. При нарезании резьбы большой длины создается большое давление на боковую поверхность фрезы, так как на нее воздействует большая радиальная сила. Это может приводить к проблемам в виде отскакивания режущей кромки от заготовки и появлению на ней сколов, и даже к обламыванию фрез небольшого диаметра
Шлифование для нарезания высокопрецизионной резьбы на гайки
Нарезание резьбы методом шлифования позволяет нарезать высокопрецизионные внутренние резьбы. Типичными деталями, которые производятся методом внутреннего шлифования, являются резьбоизмерительные калибры, гайки для обычных и шариковых винтовых передач. Нарезание внутренней резьбы методом шлифования производится на специализированных станках.
- при помощи одного станка можно вышлифовывать широкое разнообразие внутренних видов резьбы
- типичные размеры, обеспечивающие экономически выгодный процесс шлифования, варьируются от 10 до 533 мм
- нарезание внутренней резьбы методом шлифования является очень точным процессом
- требуется узкоспециализированное дорогостоящее оборудование
- требуется отвод / смыв стружки при нарезании внутренней резьбы методом шлифования
- для эффективного нарезания внутренней резьбы методом шлифования станок должен обладать жесткостью конструкции, точным перемещением по осям, способностью выполнять точные циклические перемещения и наличие прецизионных шпинделей с датчиками контроля температуры