ОБОРУДОВАНИЕ ДЛЯ ЦИНКОВАНИЯ МЕТИЗОВ
РОБОТИЗИРОВАННОЕ ОБОРУДОВАНИЕ ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ МЕТИЗОВ
Проектная мощность данной автоматической линии горячего цинкования метизов составляет 2400 ~ 4800 тонн/год. Основными типами обрабатываемых деталей являются стандартные металлические изделия размерами M8-M20.
Конструкция линии горячего цинкования экологична и изначально расчитана на бережное отношение к окружающей среде. Оборудование современно, имеет высокий уровень энергосбережения, просто в обслуживании и требует очень мало обслуживающего персонала.

Основные параметры производственной линии горячего цинкования метизов
| Расчётная годовая производительность | 2400 ~ 4800 тонн (* см. Таблицу производительности) |
| Часовая производительность | 1 тонна в час (по требованию заказчика может быть увеличена до 2,5 тонн |
| Темп производства | частота подачи метизов 10 кг / минуту (по требованию заказчика может быть увеличена до 20 ~ 25 кг / 45 секунд. Предусмотрена регулировка частоты подачи крепежа и веса крепежа в корзине через систему управления контроллером (PLC), для достижения желаемой производительности.) |
| Вид линии цинкования | автоматическая, с манипулятором (промышленный робот) |
| Нагрев ванны цинкования | электрический, с внутренними керамическими нагревателями |
| Размеры ванны цинкования | 4,0 м × 1,2 м × 1,6 м |
| Вес цинка | 48 тонн |
| Материал ванны горячего цинкования | внутреннее покрытие ванны цинкования выполнено из керамического материала со сроком службы более 10 лет, а нагревательный элемент - керамический из нитрида кремния. |
| Планировка производственной линии | линейная или Г-образная (в зависимости от цеха) |
| Персонал производственной линии по операциям | подготовка и загрузка - 1 человек, предварительная обработка - 1 человек, цинкование (только контроль) - 1 человек, инспекция, наладка - 1-2 человека |
| График работы производственной линии | 300 дней в году в одну или две смены |
| Темп производства (частота подачи метизов) | Производительность в час | Количество рабочих дней в году | Расчётная годовая производительность | |
|---|---|---|---|---|
| 1 смена / день | 2 смены / день | |||
| 10 кг / мин | 600 кг / час | 300 дней | 1440 т | 2880 т |
| 12,5 кг / мин | 1 т / час | 2400 т | 4800 т | |
| 25 кг / 45 секунд | 2 т / час | 4800 т | 9600 т | |
| 31,25 кг / 45 секунд | 2,5 т / час | 6000 т | 12000 т | |
Параметры инженерных сетей производственной линии
| Общая потребляемая мощность | 800 кВА |
| Напряжение питания | 380/220В±10% |
| Водоснабжение | напор воды не менее 0,2 МПа, DN100/DN60 |
| Подача сжатого воздуха | 10 м³/мин, давление сжатого воздуха 0,6 МПа ~ 0,8 МПа, DN25/DN40 |
Уровень автоматизации линии горячего цинкования
Операции, требующие присутствия оператора:
- загрузка металлоизделий;
- инспекция качества покрытия;
- техническое обслуживание производственной линии;
- ремонт оборудования.
Автоматически выполняемые операции:
- травление и удаление ржавчины;
- промывка водой;
- флюсование;
- просушка;
- взвешивание и загрузка в ванну горячего цинкования;
- горячее цинкование погружением;
- охлаждение в воде;
- пассивация.
ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС ГОРЯЧЕГО ЦИНКОВАНИЯ
Данное оборудование может работать как по традиционному технологическому процессу горячего цинкования так и по новому экологичному процессу с максимально бережным отношением к окружающей среде.
Производственный процесс горячего цинкования метизов по традиционной технологии
Подготовка поверхности
Щелочная промывка и обезжиривание
Промывка в воде
Травление и удаление ржавчины
Промывка в воде
Флюсование
Просушка
Горячее цинкование
Центри- фугирование
Пассивация
Охлаждение в воде
Инспекция качества покрытия
Упаковка
- На усмотрение покупателя этапы щелочной промывки / обезжиривания и промывки водой (перед горячим цинкованием) можно исключить если на обрабатываемых метизах отсутствуют тяжёлые загрязнения, а имеются в наличии лишь следы минеральных масел. В этом случае можно использовать более экологичный процесс одновременного обезжиривания и травления в кислом растворе. Растворы для выполнения указанных операций содержат одновременно травильный и обезжиривающий компоненты и ингибиторы коррозии металлов в данной среде. Это не повлияет на качество горячего цинкования.
- На усмотрение покупателя этапы щелочной промывки / обезжиривания и промывки водой (перед горячим цинкованием) можно заменить дробеструйной обработкой для очистки поверхности от масляных пятен. Это не повлияет на качество горячего цинкования.
- Вышеупомянутое служит, в основном, для уменьшения количества сточных вод в случае несильного загрязнения поверхности метизов.
Производственный процесс горячего цинкования метизов по технологии, защищающей окружающую среду
Подготовка поверхности
Дробеструйная очистка поверхности
Ультразвуковая очистка
Промывка в воде
Флюсование
Просушка
Горячее цинкование
Центри- фугирование
Пассивация
Охлаждение в воде
Инспекция качества покрытия
Упаковка
- Такой техпроцесс повышает уровень защиты окружающей среды за счёт исключения обработки метизов щелочью, кислотой, и последующей промывки водой.
- Низкий расход промывочной воды, используемой при ультразвуковой очистке, может быть дополнительно снижен на 30% за счёт её очистки и повторного использования.
Особенности производственного процесса по традиционной технологии
- Заготовки портальным подъемником транспортируются в ванну щелочной промывки (температура 35 ~ 45°C) для удаления масляных и других загрязнений с поверхности заготовок теплой щёлочью. После завершения очистки барабан поднимается и вращается над резервуаром, щелочная жидкость, переносимая деталями, стекает обратно в резервуар. Этот этап техпроцесса можно заменить дробеструйной очисткой.
- После щелочной промывки, заготовка портальной тележкой, управляемой ПЛК, перемещается в ванну промывки водой для удаления остатков щелочного раствора, эмульсии и других остаточных продуктов с поверхности заготовок во избежание попадания этих загрязнений в технологический резервуар.
- Портальный подъемник, управляемый ПЛК, переносит барабан в ванну с соляной кислотой с концентраций кислоты 16-18%. Поскольку на поверхности стальных изделий могут возникать оксиды различного состава и строения, ржавчина, окалина, железная стружка то рекомендуется травление в соляной кислоте. Наилучшая степень очистки достигается за счёт вращения барабана, при котором очищаемые детали сталкиваются друг с другом. После завершения травления барабан поднимается и вращается над резервуаром для кислоты, чтобы остатки кислоты с деталей стекли в резервуар. Далее портальный подъемник перемещает барабан в ванну промывки водой, чтобы смыть остатки технологического раствора и солей с поверхности металла.
- Далее барабан с заготовкой перемещается в ванну флюсования с температурой жидкости 60 ~ 70°C. Флюсование завершает подготовку поверхности к цинкованию. Тонкий слой смеси из 25% хлорида аммония и 25% хлорида цинка остается на деталях. Защитная пленка не пропускает воздух и препятствует окислению заготовки при цинковании и обеспечивает прочную адгезию с цинком. Вышеупомянутый процесс предназначен в основном для очистки заготовок, чтобы снизить потребление цинка путём улучшения параметра смачиваемости обрабатываемой поверхности расплавленным цинком при погружении (за счёт снижения коэффициента поверхностного натяжения цинкового расплава).
- Завершает подготовку к горячему цинкованию просушка. Она применяется для исключения выплескивания цинка парами воды во время погружения в печь и деформации деталей. Если же остатки влаги не удалить, то при опускании в ванну она начнет мгновенно испаряться, образуя что-то вроде микровзрывов (всплесков) и создавать пузырьки на детали. В результате поверхность вся будет покрыта круглыми темными пятнами, где цинк не пристал.
- Далее заготовки переносятся в ванну горячего цинкования. Автоматическая керамическая ванна горячего цинкования состоит из корпуса, керамической внутренней нагревательной трубки и электрической системы контроля температуры. Коррозионностойкая термопара находится в непосредственном контакте с жидким цинком для обеспечения стабильной температуры жидкого цинка (перепад температур в пределах ±2°C).
- Дальше покрытые цинком заготовки транспортируются в центрифугу для удаления излишков цинка с поверхности.
- Из центрифуги покрытые цинком металлические изделия автоматически транспортируется в ванну пассивации для придания цинковому покрытию привлекательного декоративного вида и улучшения качества цинкового покрытия. После пассивации метизы транспортируются в ванну с водой для быстрого охлаждения и стабилизации прочности слоя цинка на поверхности заготовки.
- Далее конвейерной лентой охлаждённые метизы извлекаются из ванны водяного охлаждения и попадают на собирающее устройство либо транспортёр для дальнейшего перемещения в зону инспекции и упаковки.
Основное оборудования производственной линии
1. Фундамент производственной линии
В соответствии с размерами резервуара предварительной обработки на уровне земли строится цементная ступенька высотой 200 мм, а вокруг неё, на расстоянии 300 мм от ступени, строится ограждение высотой 250 мм, а в грунте делается желоб 300×300 мм в аварийный бак.
Поверхности всего фундамента оклеивается армированным стекловолокном пластиком (FRP) в качестве слоя защиты от протечек.
2. Цех для резервуара предварительной обработки
Цех предназначен для предварительной обработки перед горячим цинкованием (промывки в воде, травления, флюсования, просушки). Всё оборудование устанавливается в герметичной камере и резервуар предварительной обработки изолирован от основного цеха, чтобы гарантировать, что не будет утечки вредных газов в основной цех.
Размеры цеха 16,0×5,0×6,0 м.
Основной корпус герметичной камеры выполнен из стали, поверхность окрашена полиуретановой либо полимерной краской и облицована панелью UPVC (ПВХ) для защиты от коррозии.
Скруббер кислого газа (кислотный газоочиститель) устанавливается вне герметичного помещения для поглощения кислотного газа и водяного пара и обеспечения того, чтобы в помещении для кислотной очистки было небольшое отрицательное давление, полностью исключая возможность неконтролируемого выброса кислотного тумана.

3. Ванна химической обработки
Конструкция ванн химобработки
Барабан для предварительной обработки метизов изготовлен из нержавеющей стали 316L толщиной 8 мм. Автоматика ванны химической обработки работает под управлением промышленного контроллера (PLC). При вращении барабана очищаемые металлоизделия вибрируют и сталкиваются друг с другом для эффективной очистки поверхности метизов от ржавчины и крупных частиц грязи. Грузоподъёмность барабана 600 ~ 800 кг. Использование барабана из нержавеющей стали 316L обусловлено обеспечением его долговечности и бесперебойной работы линии. Для снижения инвестиционных затрат его можно заменить полипропиленовый.
Ванна химической обработки выполнена из сваренных полипропиленовых плит, снаружи усилена металлическими профилями. В сравнении с другими материалами, плиты из полипропилена обладают высокой прочности, хорошей коррозионной стойкостью, длительным сроком службы и красивым внешним видом. Каждая ванна оснащена впускным и выпускным насосами и трубопроводами.
Количество и спецификация ванн химобработки
| Название | Материал | Размер | Количество | Примечание |
|---|---|---|---|---|
| Ванна промывки в тёплой воде | сварные полипропиленовые плиты (PP) | (Д)2,5×(Ш)1,2×(В)1,2 м | 1 | теплообменник (* см. Примечание) |
| Ванна травления | (Д)2,5×(Ш)1,2×(В)1,2 м | 5 | теплообменник (* см. Примечание) | |
| Ванна промывки в воде | (Д)2,5×(Ш)1,2×(В)1,2 м | 2 | ||
| Ванна флюсования | (Д)2,5×(Ш)1,2×(В)1,2 м | 1 | теплообменник (* см. Примечание) | |
| Барабан | нержавеющая сталь 316L | φ1200×650 мм | 2 |


4. Печь просушки горячим воздухом
Ленточная сушилка (сушильная печь) предназначена для сушки и предварительного нагрева изделий после флюсования перед погружением деталей в расплав цинка. При этом в результате испарения воды на поверхности формируется состоящая из кристаллов солей сетка, обеспечивающая защиту от окисления на воздухе.
Материал двигается внутри сушилки по ленточному конвейеру из нержавеющей стали с подходящим покрытием, устойчивым к кислотным парам и флюсу. У конвейера есть возможность регулировки скорости движения.
После просушки сокращается перепад температур между расплавом цинка и изделием, извлеченным из ванны флюсования и исключается попадание воды в расплавленный цинк. Температура сушки не должна превышать 120°C. Время нахождения метизов в сушилке – до полного испарения влаги с поверхности металла (10-60 мин). После завершения операции сушки, траверса с деталями перевозится в ванну горячего цинкования.
В оборудовании используется высокотемпературный электродвигатель с длинным валом и многолопастные крыльчатки. Мощный механизм циркуляции обеспечивает наилучшую равномерность распределения температуры, низкий уровень шума и экономичность.
| Габаритные размеры | (Д)5000 × (Ш)1300 × (В)1960 мм |
|---|---|
| Размер пода печи (внутренние размеры) | (Д)4000 × (Ш)900 × (В)800 мм |
| Диапазон температур | 80 ~ 120°C |
| Вид нагрева | электрический нагрев |
| Приводной двигатель | частотно-управляемый привод |
| Метод нагрева | циркуляция горячего воздуха |
| Установленная мощность | 60 кВт (380 В) |
| Материал внутренней камеры | пластина из нержавеющей стали 316L, материал корпуса - холоднокатаная стальная пластина |
| Материал конвейерной ленты | нержавеющая сталь 316L |
| Защитные устройства | защита от перегрева, токовая защита двигателя от перегрева, защита от неправильной последовательности фаз и другие |

5. Керамическая ванна горячего цинкования
| Наружные размеры ванны цинкования | (Д)5.0 м × (Ш)2.7 м × (В)2.1 м |
|---|---|
| Внутренние размеры ванны цинкования | (Д)4,0 м × (Ш)1,2 м × (Г)1,6 м |
| Уровень цинка | 1,4 м |
| Вес цинка | около 48 тонн |
| Рабочая температура ванны цинкования | 480 ~ 560±2°C |
| Режим управления | ручное / автоматическое двойное управление. Трехфазный интеллектуальный тиристорный регулятор позволяет регулировать напряжение ТЭНов в пределах 0-380В. Каждая группа ТЭНов оснащена устройством индикации рабочего состояния. |
| Точность контроля температуры | ±0,3°C |
| Точность поддержания температуры цинка | ±2°C |
| Метод нагрева | керамические нагреватели с высокой теплопроводностью, расположенные на четырех сторонах внутренней стенки ванны цинкования обеспечивают высокую скорость нагрева и равномерность температуры расплава цинка |
| Установленная мощность нагревателей | 409,5 кВт |
| Количество нагревателей | 63 шт × 6,5 кВт |
| Производительность | от 1,0 до 1,5 тонн в час (в зависимости от размеров метизов и спецификации цинкового покрытия) |

6. Автоматические компоненты линии горячего цинкования
Автоматическая система управление горячим цинкованием
Система управления горячим цинкованием позволяет вводить в память контроллера PLC параметры десятков процессов цинкования. Изменение параметров технологического процесса допускается в любой момент.
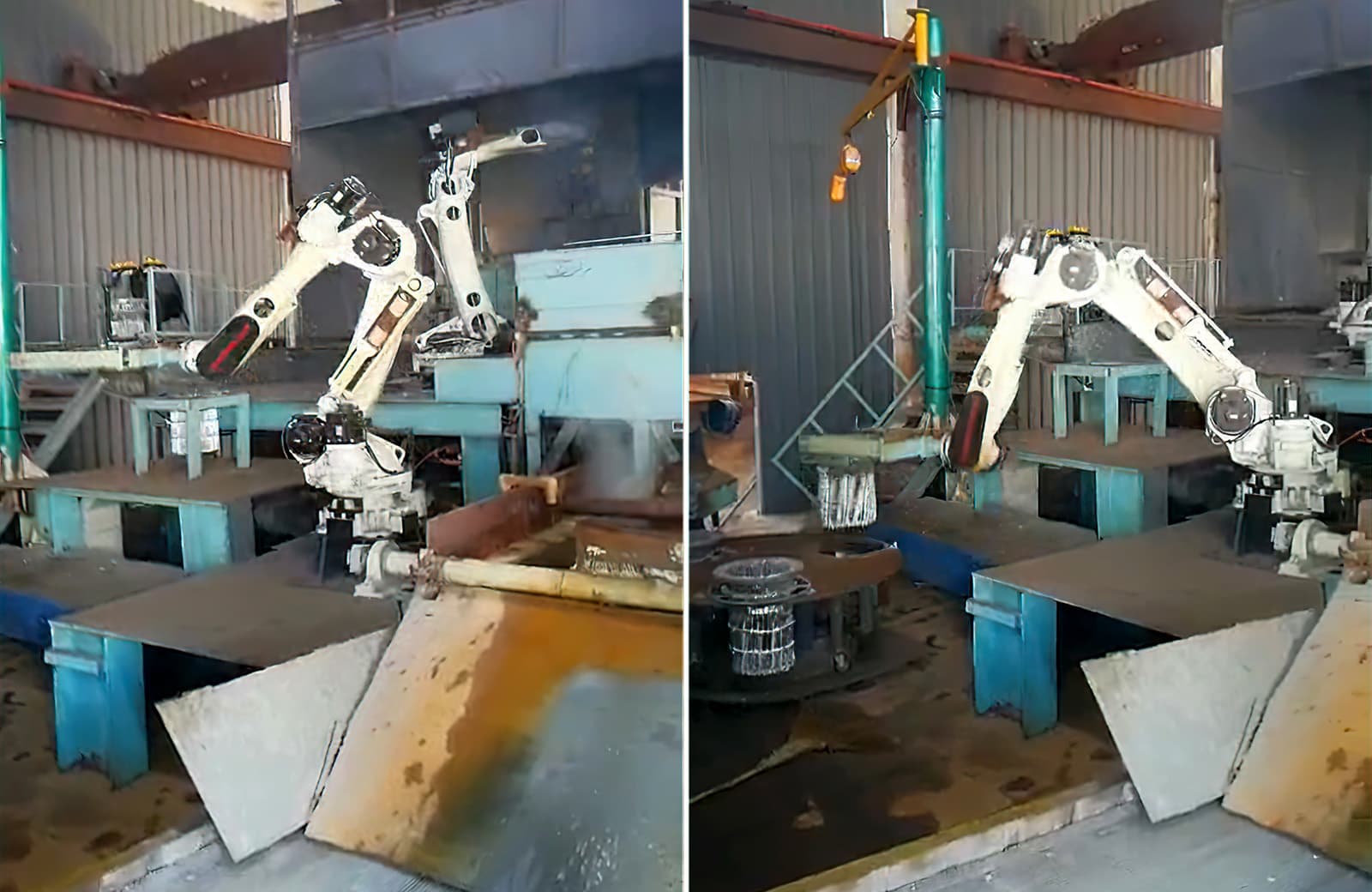
Роботы
В состав автоматической линии горячего цинкования входят 2 промышленных робота. Один робот используется для выполнения погрузочно-разгрузочных работ. Второй робот выполняет такие операции цинкования, как погружение и встряхивание. Это оборудование отличается стабильной работой и высокой эксплуатационной надежностью.
Корзинки для цинкования изготовлены из нержавеющей стали 310S, что предотвращает прилипание цинка и гарантирует коррозионную стойкость. В эти корзинки помещаются детали и во время фазы цинкования они полностью опускаются в расплав цинка. Отверстия в корзинках позволяют цинку поступать к деталям, которые нужно оцинковать. Также они позволяют избыткам цинка стекать при выходе из ванны. Механическая рука подцепляет корзинку с материалом, которая запрограммированным движением автоматически погружается в ванну с цинком, двигает ее в продольном направлении для завершения цикла после укладывания корзинки в центрифугу. После этого корзинка отправляется в ванну охлаждения и в положение выгрузки. Движения выполняются автоматически, без участия оператора.
Средний вес загружаемых деталей составляет 25 ~ 35 кг.
7. Центрифуга для мелких деталей в линии горячего цинкования

После высокотемпературного цинкования мелкие детали с резьбой и тонким покрытием необходимо центрифугировать чтобы удалить излишек цинка с поверхности. С помощью центрифуги можно эффективно контролировать толщину покрытия, гладкость поверхности и т.д.
При восстановлении излишков цинка, его потребление может быть сокращено более чем на 15%.
Центрифуга с автоматическим переворачиванием является профессиональным оборудованием, применяемым при горячем цинкованием малоразмерных деталей, таких как крепеж.
Конструкция центрифуги предусматривает ручную загрузку заготовок.
Выгрузка автоматическая: после центрифугирования бункер с заготовками автоматически поднимается и переворачивается для выгрузки деталей.
Для торможения центрифуги применяется электромагнитный тормоз.
Технические характеристики центрифуги
| Грузоподъёмность (вес загрузки) | ≤25 кг |
|---|---|
| Предлагаемый размер бункера для заготовок (другой размер по требованию клиента) | Ø500×300 мм |
| Мощность двигателя | 7,5 кВт (6 ступеней регулировки мощности) |
| Вид электропривода | частотно-регулируемый |
| Тормозная система | тормоз с электромагнитной муфтой |
| Выгрузка заготовок | автоматическая (механическая) |
| Открывание / закрывание | автоматическое (пневматическое) |
8. Пассивация и антикоррозийная обработка после цинкования.
Ванна пассивации и охлаждающий резервуар изготовлены из нержавеющей стали 316L. Конвейер ванн пассивации и охлаждения водой изготовлен из нержавеющей стали 316L.
Покрытые цинком метизы подвергаются охлаждению в ванне охлаждения с целью снижения температуры и сохранения блеска покрытия. Температура воды в ванне охлаждения не должна превышать 65 ~ 70 °C, поэтому ванна укомплектована охладителем из пластика армированного стекловолокном.


Вспомогательное оборудование линии горячего цинкования
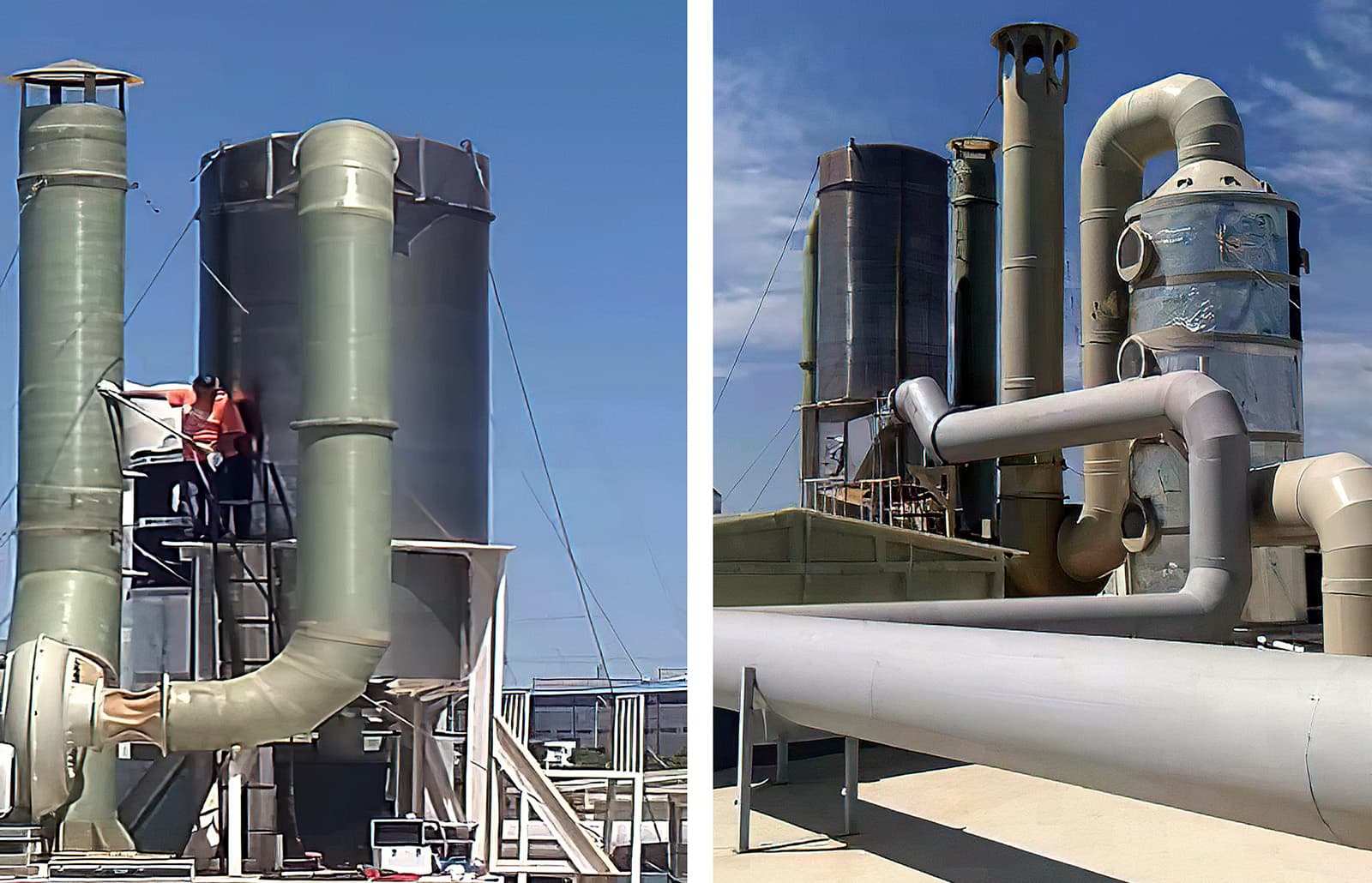
Скруббер для очистки кислотного тумана
Это оборудование сбора и увлажнения кислотных паров подсоединено к ваннам трубами из полипропилена. Отходящие газы, содержащие кислотный туман, проходят через капельную завесу жидкости, содержащей щелочные сорбенты. Тяжелые коагулянты осаждаются и попадают в специальный приемник, очищенные газы выводится из скруббера. Жидкость, содержащая абсорбент NaOH, циклически распыляется с помощью водяного насоса.
Корпус скруббера и трубопровод изготовлены из полипропилена. Оборудование оснащено регулируемым частотным приводом и потребляет мощность 45 кВт.

Система очистки дымов и пыли
При окунании металлических изделий в ванну горячего цинкования выделяются белые дымы – продукт разложения компонентов флюса. Они собираются герметичным всасывающим колпаком, установленным на ванне цинкования, а затем по трубопроводу транспортируются в скруббер с трубкой Вентури для абсорбции и фильтрации. Окончательно очищенный выхлопной газ транспортируется вытяжным вентилятором и выпускается через выхлопной цилиндр.
Шлам, смешанный с распыляемой жидкостью очистки выхлопных газов и цинковой золой, собирается в нижней части скруббера и регулярно удаляется, а затем отправляется на переработку.
Постоянное давление воды для распыления обеспечивается циркуляционным насосом. При снижении уровня жидкости, автоматически запускается система пополнения воды, докачивая до заданного значение, система управления также автоматически добавляет химикаты в соответствии с требованиями технологического процесса.
По сравнению с традиционными матерчатыми мешочными фильтрами из фильтровальных тканей, очистка дымовых газов в скруббере Вентури отличается высокой эффективностью очистки и низкими эксплуатационными расходами.
Оборудования обезжелезивания промывочной воды и флюса
Это автоматическое оборудование снижает содержание ионов железа в промывочной воде и в флюсе ванны флюсования ниже 1,0 г / 1 л. Обрабатывающая способность установки 3м3/ч, значение pH флюса 4,0 - 4,5.
Технологический процесс обезжелезивания схематично: загрязнённая промывочная вода (или флюс) → водоподъемный насос → реакционный резервуар → регулировка аммиака → окисление перекиси водорода → аэрация → фильтр-пресс → чистая жидкость → возврат регенерированной жидкости в исходную ванну.
Принцип работы оборудования для удаления железа: промывочная вода либо электролит для флюсования, которые необходимо обработать, перекачиваются из этих ванн в реакционный резервуар оборудования для автоматического удаления железа. Затем в реакционный резервуар автоматически добавляются H2O2 (перекись водорода) и NH3 (аммиак); дополнительная аэрация обеспечивает полное перемешивание и ускоряет ход реакции. Мутная жидкость фильтруется через рамный фильтр-пресс, разделяясь на твёрдую фазу (которая будет позже обрабатываться на стороне) и на чистую жидкую фазу, после такой обработки перекачивамую обратно в рабочий резервуар. Весь процесс обработки происходит автоматически под контролем ПЛК.
После обезжелезивания промывочная вода повторно используется в производственной линии, не требуется сброса сточных вод, что снижает затраты производства. Также, удаление ионов железа из раствора флюсования снижает образование гартцинка (дроса) и золки в цинковой ванне и уменьшает вероятность непроцинковки. Кроме того в целом снижается потребление цинка.
Оборудование для удаления железа работает в следующем рабочем цикле: периодичность работы 7-10 дней, среди них 6-8 дней оборудование обрабатывает воду для промывки и 1-2 дня идут на обработку раствора для флюсования.
Данное оборудование также может обрабатывать воды, используемые для промывки после предварительной обработки и промывки после травления, чтобы очистить их до соответствия нормативам для последующего сброса в канализацию индустриального парка.
