ХОЛОДНОВЫСАДОЧНЫЕ ПРЕССЫ ДЛЯ ПРОИЗВОДСТВА ШАЙБЫ
ПРЕССЫ С СЕРВОПРИВОДОМ ДЛЯ ШТАМПОВКИ КОЛЕСНЫХ ГАЕК И ШАЙБ ИЗ ПРОВОЛОКИ И ПРУТКА
Холодновысадочный пресс серии RCF предназначен для холодной штамповки колесных гаек и шайб размерами М16, М18, М20, М22, М24, М27 из проволоки и прутка. Комплект оборудования для производства шайб из бунта проволоки состоит из 3-х позиционного холодновысадочного пресса с сервоприводом, пресса для сплющивания заготовки и отрезного станка для отрезания заготовки из проволоки, соединенных между собой автоматической системой передачи заготовок.

| Название модели | RCF-330 | RCF-530 | RCF-345 | RCF-545 | RCF-363 | RCF-563 | RCF-380 | RCF-580 | RCF-3100 | RCF-5100 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Номинальное усилие прессования | кН | 3000 | 4500 | 6300 | 8000 | 10000 | |||||
| Точка номинального тягового усилия (выше нижней мертвой точки) | мм | 7 | 8 | 10 | |||||||
| Ход ползуна | мм | 160 | 180 | 220 | 250 | ||||||
| Частота хода ползуна | ход/мин | 45 | 40 | 35 | 30 | ||||||
| Расстояние между подштамповой плитой и ползуном в его нижнем положении при верхнем положении регулировки | мм | 500 | 550 | 600 | 700 | ||||||
| Значение регулировки расстояния между подштамповой плитой и ползуном | мм | 25 | |||||||||
| Размер ползуна | мм | 800 × 700 | 1100 × 700 | 850 × 750 | 1150 × 750 | 900 × 800 | 1300 × 800 | 1000 × 850 | 1400 × 850 | 1000 × 850 | 1450 × 850 |
| Размер подштамповой плиты | мм | 900 × 830 | 1200 × 830 | 950 × 870 | 1250 × 870 | 1000 × 950 | 1400 × 950 | 1100 × 1050 | 1500 × 950 | 1100 × 1050 | 1550 × 1050 |
| Расстояние до центра штампа | мм | 160 | 180 | 220 | 240 | 260 | |||||
| Внешний диаметр пуансона | мм | 100 | 120 | 140 | 150 | ||||||
| Внешний диаметр матрицы | мм | 130 | 150 | 180 | 200 | 220 | |||||
| Ход нижнего выталкивателя | мм | 50 | 60 | 80 | 100 | ||||||
| Ход верхнего выталкивателя | мм | 35 | 40 | 45 | 50 | ||||||
| Толщина подштамповой подушки | мм | 150 | 180 | 150 | 200 | 230 | 200 | 250 | 200 | 250 | |
| Высота подштамповой подушки | мм | 900 | 1000 | 1150 | 1100 | 1250 | 1200 | 1400 | 1200 | 1400 | |
| Мощность основного двигателя | кВт | 75 | 95 | 132 | 150 | 185 | 175 | 210 | |||
| Рабочее давление воздуха | кг/см2 | 5 | |||||||||
| Название модели | RSD-200 | RSD-300 | RSD-400 | RSD-600 | |
|---|---|---|---|---|---|
| Номинальное усилие прессования | кН | 2000 | 3000 | 4000 | 6000 |
| Точка номинального тягового усилия (выше нижней мертвой точки) | мм | 7 | 8 | 10 | |
| Ход ползуна | мм | 150 | 180 | 200 | 220 |
| Частота ходов ползуна | ход/мин | 50 | 45 | 40 | 35 |
| Регулировка ползуна | мм | 12 | 15 | ||
| Максимальный диаметр среза | мм | 20-30 | 20-36 | 25-42 | 30-50 |
| Длина среза | мм | 15-35 | 15-40 | 20-40 | 25-50 |
| Минимальная толщина изделия | мм | 6 | 8 | 10 | |
| Максимальный диаметр изделия | мм | 42 | 52 | 63 | 75 |
| Мощность основного двигателя | кВт | 20 | 30 | 45 | 55 |
| Рабочее давление воздуха | кг/см2 | 5 | |||
| Название модели | RTF-150 | RTF-200 | RTF-250 | |
|---|---|---|---|---|
| Ход подачи | мм | 120-180 | 150-220 | 200-280 |
| Величина открытия зажимного рычага (одна сторона) | мм | 20-40 | 30-70 | 30-80 |
| Внутренняя ширина зажимного рычага | мм | 130-160 | 180-240 | 200-250 |
| Длина зажимного рычага (максимум) | мм | 800 | 1200 | 1400 |
| Размер зажима | мм | 35 × 35 | 60 × 50 | 70 × 60 |
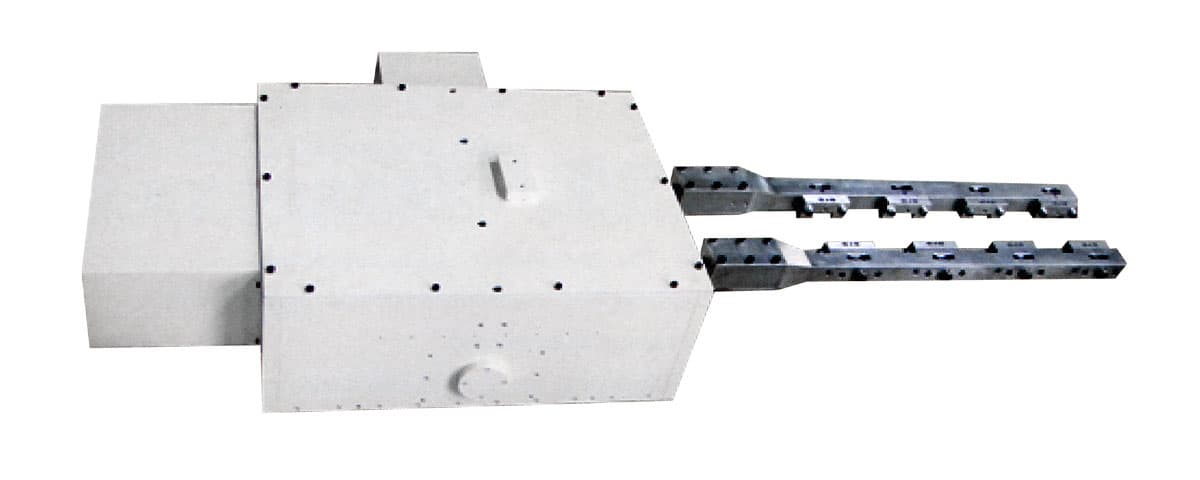
Особенности конструкции пресса с сервоприводом
Оборудование представляет собой механический пресс с ЧПУ, предназначенный для производства колесных гаек и шайб методом холодной штамповки из проволоки и прутка.
Принцип его действия основан на преобразовании вращательного движения привода в возвратно-поступательное движение ползуна.
Рабочей частью пресса является штамп, состоящий из двух половин - верхней подвижной (пуансона) и нижней неподвижной (матрицы). Матрица крепится к столу пресса, а пуансон к ползуну пресса.
В состав пресса входит механизм автоматической подачи металла в рабочую зону, калибровочное устройство для придания заготовке из прутка более прямолинейного вида, конвейер для удаления металлической стружки из-под рабочей зоны.
Главный двигатель пресса оснащён масляным охлаждением. Холодновысадочный пресс имеет централизованную систему подачи смазочной жидкости.
Пресса для холодной высадки шайбы и гайки оборудованы сервоприводом Kingservo производства Тайваня. По сравнению с традиционными кривошипно-коленными (шарнирными) прессами, в данной конструкции ползун замедляется в нижней мертвой точке, что позволяет повысить точность формовки. Скорость контакта штампа при такой конструкции небольшая, что позволяет продлить сроки службы как штампов так и пресса, а также уменьшить шум в момент соприкосновения. Сервопривод с управлением через отрицательную обратную связь, позволяет точно управлять параметрами движения. Важными характеристиками сервомотора являются динамика двигателя, равномерность движения и энергоэффективность. Такая конструкция сервопривода наиболее оптимальна для выполнения операций ковки, вырубки толстых листов и холодной формовки.
Оператор осуществляет управление прессом посредством сенсорного экрана. С его помощью производится настройка всех производственных параметров - производительности, высоты штамповой оснастки, длины подачи и других.
Корпус пресса сконструирован по типу коробки и обладает хорошей жесткостью. Повышена точность нижней мертвой точки. По бокам корпуса имеются отверстия для удобного монтажа дополнительного оборудования для автоматизации, защиты и т.д., которое может быть установлено по требованию заказчика.
Привод пресса полностью скрыт внутри корпуса. Ползун пресса приводится в движение с помощью сервопривода, шестерней и эксцентрикового вала, скрепленных коленно-рычажными соединениями.
Защитный тормоз. Если в течение 30 секунд после начала рабты главного двигателя не проводилось никаких операций то защитный тормоз автоматически отключает подачу электричества на главный двигатель и сразу же останавливает механизм. В конструкции защитного тормоза применяются сухие фрикционные колодки.
Система безопасности пресса соответствует передовым стандартам техники безопасности при работе с прессами и обеспечивает удобство и безопасность рабочего. Она оснащена фотоэлектрическими датчиками и автоматически отключает оборудование при попадании посторонних предметов в рабочую зону. Кроме того в состав системы безопасности пресса входят устройства аварийной остановки, защиты двигателя от перегрузки, предотвращения слишком низкой скорости вращения, контроля ошибок.
Типичный комплект оборудования для производства гайки крепления колеса грузовых машин
- 3-х позиционный автоматический сервоприводный пресс холодной высадки изделий.
- Штамп с программируемым прогрессивным шагом и системой быстрой смены.
- Механизм автоматической передачи заготовки с сервоприводом.
- Прошивной (перфорирующий) пресс.
- Правильно-размоточное устройство для проволоки.
Технологический процесс изготовления колесной шайбы штамповкой из проволоки или прутка
Бунт проволоки устанавливается на размотчик. Производится размотка проволоки и подача её на правильное устройство. Скорость подачи контролируется инвертором. Правильное устройство производит правление проволоки стальными валками в вертикальной и горизонтальной плоскости. Далее подающий механизм направляет конец проволоки на отрезной станок для отрезания проволоки по длине и сплющивания её при помощи молота.
После этого сплющенная заготовка при помощи транспортного механизма или конвейера перемещается в вибрационный бункер 3-х позиционного холодновысадочного пресса.





Из вибрационного бункера заготовка по направляющей перемещается в зону высадки. Механизм автоматической передачи заготовки (грейферный перекладчик) с сервоприводом поочередно перемещает заготовку по высадочным позициям 1, 2 и 3.
На первой позиции производится предварительная деформация колесной гайки (шайбы). На второй позиции прошивной пуансон формирует отверстие будущего изделия. На третьей позиции изделие приобретает товарный вид. Дальше продукция выгружается в заводскую тару.
ШТАМПОВКА ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ И ПРУТКА - 100% БЕЗОТХОДНОЕ ПРОИЗВОДСТВО
ЭКОНОМНЫЙ РАСХОД СЫРЬЯ

100% безотходное производство
металлические отходы и стружка 50%
Возможность переналадки высадочных прессов под высадку изделий из прутка (мотка проволоки) и из листа стали
Высадочные прессы для производства шайбы холодным способом идеально подходят для высадки шайб и различных плоских изделий. Особенностью этого оборудования является способность высадки продукции плоской формы из металлического прутка, а также из листового металла.
Штампы изготовлены из высококачественного металла марки SKD-11 и S45C.



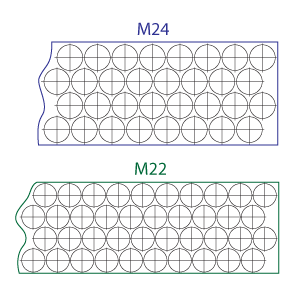
Возможность поперечного перемещения (влево/вправо) механизма подачи заготовки позволяет пробивать отверстия до пяти штук по ширине полосы. Это позволяет максимально эффективно использовать металл заготовки и минимизирует отходы производства при штамповке шайб из листовой стали.
Фотогалерея
Холодная высадка шайбы из проволоки









Холодная высадка накладки для крепления дорожных ограждений барьерного типа из листового металла










ВИДЫ ПРОИЗВОДИМОЙ ПРОДУКЦИИ
Высокопрочные шайбы

Шайба высокопрочная

Шайба высокопрочная

Шайба высокопрочная
Крепеж малого диаметра (микро крепеж)

Шайба пружинная (гровер),
малого диаметра из стали

Шайба плоская, малого
диаметра из стали
Шайба усиленная (кузовная),
малого диаметра из стали

Шайба стопорная с наружными зубцами, малого диаметра из стали
Шайбы из нержавеющей стали
Шайба плоская из
нержавеющей стали
Шайба пружинная
(гровер)
Шайба усиленная
(кузовная)
Шайба стопорная с наружными
зубцами, нержавеющая
Стопорные кольца


Кольцо стопорное для вала


Кольцо стопорное для отверстия
Шайбы не вошедшие в другие разделы

Шайба пружинная (гровер).
Нормальный, тяжелый, легкий


Шайба стопорная
быстросъемная

EPDM с резиновой
покладкой

Шайба стопорная с насечками
(пружинная)

Шайба
зубчатая

Шайба
стопорная

Шайба стопорная
лапчатая

Шайба
разрезная

Пружина
тарельчатая