ОБОРУДОВАНИЕ ДЛЯ ЦИНКОВАНИЯ И ПАССИВАЦИИ КРЕПЕЖНЫХ ИЗДЕЛИЙ
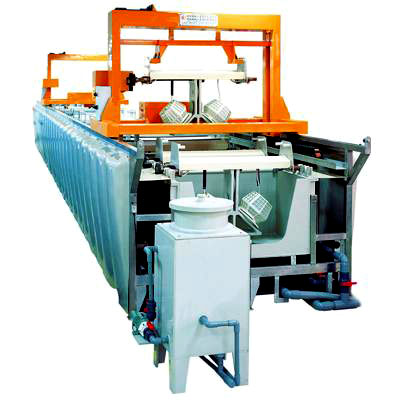
ЛИНИЯ ЦИНКОВАНИЯ И ФОСФАТИРОВАНИЯ КРЕПЕЖА БАРАБАННОГО ТИПА


Оборудование с гальваническими барабанами используется для нанесения гальванических покрытий различной толщины на детали различных размеров и формы.
Широко применяются для поверхностной обработки металлического крепежа (винтов, гаек, болтов и др.), деталей аппаратного обеспечения, электроники, молний, частей автомобилей, мотоциклов, светильников, мебельной фурнитуры и др.
Обработка поверхности осуществляется внутри барабана путём последовательного вращения обрабатываемого изделия.


Линия данного оборудования включает в себя предварительную обработку, гальванизацию, последующую обработку. Гальваническое оборудование барабанного типа поддерживает возможность фосфатирования черного и серого цвета.
Особенности оборудования
- Гальванические барабаны имеют большую емкость загрузки, обеспечивают длительный срок эксплуатации оборудования. Высокое качество электролитического покрытия и производительность достигаются за счёт непрерывного вращения гальванических барабанов. Конструкция крышки гальванических барабанов предотвращает возможность попадания химических веществ в другие блоки линии. Все медные проводники изолированы и прошли через процесс антикоррозийной обработки. В случае неисправности их легко заменить.
- Загрузка и выгрузка изделий готовой продукции контролируется гидравлическим приводом, что в свою очередь снижает затраты на рабочую силу. Наличие механической стрелы направлено на упрощение процесса эксплуатации и управления оборудованием. Особенности конструкции стрелы: безопасность и низкий уровень шума, использование сенсора для предотвращения перехода за границы барабанного механизма; рычаг подвески может двигаться вверх и вниз, выполняя функцию капельника. В случае перебоя с питанием, стрела переходит в режим ручного управления, тем самым предохраняя изделия от некачественной обработки.
- Автоматическая система управления автооператором гальванической линии обеспечивает непрерывный процесс поверхностной обработки, включая возможность изменения и корректировки рабочего процесса по необходимости. Кроме того, доступны параметры графического управления на базе промышленного компьютера с системным программным обеспечением.
- Дизайн оборудования основывается на принципах качества, безопасности, стабильности. Гальваническая ванна выполнена из высококачественного полипропелена. Применяется для гальванического покрытия небольших частей, отличается высокой точностью и однородностью наносимого покрытия. Оборудование является достаточно компактным и не занимает много рабочего пространства.
Техническое описание и спецификация оборудования
Ванны линии цинкования
| Размеры ванн | Материал ванн | |
|---|---|---|
| Ванны горячего обезжиривания | 850Дx1590Шx750В | нержавеющая сталь марки SUS304*3t |
| Ванны промывки в холодной воде | 650Дx1590Шx750В | полипропилен толщиной 12 мм (производства Германии) |
| Ванны травления | 850Дx1590Шx750В | |
| Ванны азотной кислоты | 650Дx1590Шx750В | |
| Ванны электролиза | 800Дx1590Шx750В | |
| Ванны нейтрализации (промывки начисто) | 650Дx1590Шx750В | |
| Ванны цинкования | 800Дx1590Шx800В | |
| Ванны хроматирования белым хромом Cr3+ | 850Дx1590Шx750В | |
| Ванны хроматирования желтым хромом Cr3+ | 850Дx1590Шx750В | |
| Ванны промывки в горячей воде | 650Дx1590Шx750В | нержавеющая сталь марки SUS304*3t |
| Ванны обмена | 650Дx1590Шx750В | полипропилен толщиной 12 мм (производства Германии) |
Описание изготовления ванн
Рабочая поверхность ванн изготовлена из полипропелена. Проводящие части из меди V-формы. Сгибание плит из полипропелена производится при помощи автоматической гибочной машины. Сваривание и стяжка частей ванн осуществлается при помощи экструзионного сварочного пистолета. Армирование выполнено из полипропиленовой плиты толщиной 20 мм. Боковая поверхность ванн изготовлена из стали марки SUS304. Металлическая конструкция для поддержки ванны изготовлена из стали марки SUS304 3" П-формы с покрытием из полипропелена. Армированное основание дна ванны из стали SUS304 3" П-формы. Ванны оборудованы редуктором для 70 типов скоростей, осью из стали маркти SUS304 для трансмиссии, приводным двигателем мощьностью 3 л.с., 2 л.с. и инвертором мощностью 3 л.с.
Распределение медных проводников
Ванны электролиза: медные пластины 10t×80В. Соединительная медная пластина анода 10t×100В. Медный пруток диаметром 1 1/4" Ванны цинкования: медные пластины в ваннах 10t×100В. Соединительная медная пластина катода10t×100В. Соединительная медная пластина анода10t×100В. Медный пруток диаметром 1/4". ПП покрытие для медных прутков. Титановые корзины 1310Д*105Ш*400В. Медный крюк для фиксации цинковых болванок 3/8".
Распределение труб водопроводной системы
Подача воды: основная труба из ПВХ 2". Патрубок из ПВХ 3/4". Выход: основная труба из ПВХ 5". Патрубок из ПВХ 2". Примечание: предоставляются трубы распределения относящиеся к оборудованию, трубы выходящая за пределы точек подключения линии оборудования устанавливаются Заказчиком.
Конструкция рамы и рельс оборудования
Структура опорных колонн представляет собой вертикальные и горизонтальные стойки из четырехугольной стали SS304, 80 x 80. Рельсы кранов изготовлены из четырехугольной нержавеющей стали SUS304 80*80, покрыты плитами L-формы из стали SUS304 SUS304*4t L.
Рабочая платформа
Стандартный размер рабочей платформы 750Ш*900В*22900Д. Материал и способ изготовления: основная рама изготовлена из стали марки SUS304 40*40*L-формы. Ножки сделаны из четырехугольной стали SUS304 38*38*. Дорожка для хождения покрыта плитой из полипропелена синего цвета.
Краны рельсового типа
Материал крана - сталь марки SUS304 3.0~6.0t. Тормозной двигатель перемещения вверх-вниз - 2 л.с. Тормозной двигатель перемещения влево-вправо - 1 л.с. Тормозной двигатель вращения барабана 1/4 л.с. Скорость движения крана вперед-назад контролируется программируемым логическим контроллером. Позиционные датчики контролируют движение кранов влево-вправо, вверх-вниз на трех скоростях (регулярная, медленная, режим антикоррозионной обработки). Краны передвигаются на колесах из полиуретана и оснащены боковыми колесами из полипропелена для поддержания равновесия при движении вперед/назад. Двигатели и шестерни защищены крышками из ПВХ. На кране установлен механизм ручного управления. Устпройство с абсолютным отсчетом координат помогает определить положение крана.
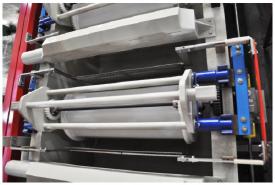
Спецификация гальванических барабанов
Размеры: 450φ*1200 м/мл.*диаметр отверстий 4 мм, отверстия круглой формы для болтов и гаек или 450φ*1200 м/мл.* диаметр отверстий 1.5-3 мм, отверстия продолговатой формвы для саморезов. Материал барабанов: белая плита из полипропелена толщиной 12мм, пр-ва Германия. Способ проводки электричества: стальной пруток в середине барабана. Рекоммендуемый вес загрузки барабана составляет 150 кг/барабан. В комплект оборудования включены 3 комплекта запасных барабанов.
Спецификация микрокомпьютерной системы управления
Система управления контролирует работу двух кранов. Каждый кран управляется программируемым логическим контроллером пр-ва Япония. Краны снабжены фотоэлементами для предотвращения накладки друг на друга барабанов. Горизонтальный счетчик верхнего и нижнего предела крана контролируются сенсорным переключателем. В системе управления маршрута кранов применяется плоская проволока высокого класса. Импортный инвертер контролирует скорость перемещения крана вверх – вниз, влево-вправо, а также скорость вращения барабанов. Режим цинкования задается на сенсорном дисплее системы управления. На панели управления доступна функция регулировки силы тока выпрямителей ванн цинкования, электролиза и функция контроля режима автоматической добавки химикатов и уровнем PH.
ЛИНИЯ ХРОМАТИРОВАНИЯ ПАССИВАЦИИ КРЕПЕЖА С ЗАЖИМНЫМ МЕХАНИЗМОМ
Гальваническое оборудование с зажимным транспортным механизмом используется для нанесения различных видов гальванических покрытий (цинкование, никелирование, серебрение и др.) на мелкие детали, для покрытия изделий в белый, желтый, зелёный либо чёрный цвет. Специально разработанный механизм предназначен для пассивации и окраски трудно обрабатываемых частей. С его помощью достигается однородность окрашиваемой поверхности, а также оптимальная защита поверхности изделий от возможных царапин.
Принцип работы линии пассивации и хроматирования заключается в последовательном погружении перфорированной бадьи с деталями в электролит, который постоянно находится в ванне. Перемещение бадьи с деталями осуществляется с помощью зажимного механизма, способного двигаться вперед/назад, вверх/вниз, вращаться по/против часовой стрелки и перемешивать детали под наклоном 45 градусов. Наличие перфорационных отверстий сокращает потери электролита. Линия оборудования полностью совместима с автоматическим механизмом сушки готовой продукции в центрифуге с одновременной подачей горячего воздуха и системой автоматической выгрузки готовых изделий пневматического типа. Весь производственный процесс находится под контролем компьютера с системным программным обеспечением, что обеспечивает возможность массового производства высококачественных гальванических покрытий.





Техническое описание и спецификация оборудования
Ванны линии хроматирования, пассивации
| Размеры ванн | Материал ванн | |
|---|---|---|
| Ванны промывки в холодной воде | 1100Дx1100Шx1100В | полипропилен толщиной 12 мм (пр-во Германия) |
| Ванны фосфатирования | 1100Дx1100Шx1100В | полипропилен толщиной 12 мм (пр-во Германия) |
| Ванны хроматирования Cr3+ (черный) | 2100Дx1100Шx1100В | полипропилен толщиной 12 мм (пр-во Германия) |
| Ванны закрепления | 2100Дx1100Шx1100В | полипропилен толщиной 12 мм (пр-во Германия) |
Описание изготовления. Части ванн сварены при помощи экструзионного сварочного пистолета. Сгибание полипропиленовых плит осуществляется при помощи автоматической гибочной машины. Армирование боковой поверхности и дна ванн выполнено из стали марки SS400 3" с ПП покрытием.
Распределение труб водопроводной системы
Подача воды: основная труба из ПВХ 2". Патрубок из ПВХ 3/4". Выход: основная труба из ПВХ 5". Патрубок из ПВХ 2". Примечание: предоставляются трубы распределения относящиеся к оборудованию, трубы выходящая за пределы точек подключения линии оборудования устанавливаются Заказчиком.
Конструкция рамы и рельс оборудования
Горизонтальные и вертикальные перекладины изготовлены из стали SS400 100*100 H-типа. Рельсы кранов изготовлены из стали SS400 100*100 H-типа. Покрытие рельсов из стали SUS304*4t L-типа.
Конструкция крана зажимного типа
Материал крана: корпус крана изготовлен из стали марки SS400 толщиной 3.0t~6.0t, с дробеструйной обработкой. Мощность тормозного двигателя редукционного типа для движения вверх-вниз составляет 3 л.с., тормозного двигателя редукционного типа для движения влево-вправо - 1 л.с., поворотного двигателя -1 л.с., зажимного двигателя с венцом зубьев -1/4 л.с. Пассивация осуществляется вращением и погружением крана в электролит. Краны передвигаются на колесах из полиуретана и оснащены боковыми колесами из полипропелена для поддержания равновесия при движении вперед/назад. Двигатели и шестерни защищены крышками из ПВХ. На кране установлен механизм ручного управления. Устпройство с абсолютным отсчетом координат помогает определить положение крана. Пространство между ваннами закрыто сборочным поддоном для электролита.
Спецификация микрокомпьютерной системы управления
Каждый кран управляется программируемым логическим контроллером пр-ва Япония. Краны снабжены фотоэлементами для предотвращения накладки друг на друга барабанов. Горизонтальный счетчик верхнего и нижнего предела крана контролируются сенсорным переключателем. В системе управления движением кранов применяется плоские кабели высокого класса. Импортный инвертер контролирует скорость перемещения крана вверх – вниз, влево-вправо, а также скорость вращения барабанов. Режим пассивации, хроматирования задается на сенсорном дисплее системы управления.
ЛИНИЯ ЦИНКОВАНИЯ КРЕПЕЖА МИКРОЭЛЕКТРОНИКИ

Особенности оборудования
Автоматическая система управления автооператором гальванической линии выполнена на базе промышленного компьютера с системным программным обеспечением, включает в себя систему отчета, предупреждения, индикатор нарушения питания, систему защиты паролей.
Применение оборудования
Оборудование для нанесения гальванических покрытий с восьмигранными барабанами широко применяется для обработки поверхности изделий точной электроники, таких как конденсаторы, разъемы (терминалы), полупроводники, микрочипы и т.д.
Восьмигранные гальванические барабаны имеют совершенно новый дизайн, изготовлены из полипропилена. Оборудование оснащено двумя восьмигранными барабанными ёмкостями, которые отличаются высокой степенью ударного сопротивления.
Запатентованный дизайн восьмигранного корпуса имеет преимущества в плавном движении, стабильной электроподаче, безотходной обработке, большом производственном потенциале и обеспечении качественного покрытия.