ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА И ПОДГОТОВКИ ПРОВОЛОКИ К ВОЛОЧЕНИЮ
ЛИНИЯ ПАТЕНТИРОВАНИЯ СТАЛЬНОЙ ПРОВОЛОКИ
Патентирование проволоки - термическая обработка стальной проволоки (нагрев до 870-950°C, охлаждение до 450-550°C в солевом или свинцовом расплаве, изотермическая выдержка и дальнейшее охлаждение на воздухе или в воде), применяемая для получения тонкопластинчатой феррито-карбидной микроструктуры. Цель патентирования - улучшение пластичности металла.
Перед волочением проволоку подвергают патентированию. При этом переохлажденный аустенит превращается в тонкопластинчатую структуру - сорбит. Это один из способов изотермической закалки при подготовке металла к холодному волочению с большим суммарным обжатием.
Обычно после изотермической термообработки металл подвергается последующей деформации с большими степенями (до 90%).
Патентированная проволока при той же прочности, что закаленная и отпущенная, выдерживает большие степени обжатия и приобретает после волочения значительно более высокие свойства. Патентированная проволока обладает более высокой прочностью и упругостью, чем проволока, закаленная и отпущенная после волочения: в первом случае к упрочнению, достигаемому при термической обработке, добавляется механическое упрочнение при волочении, тогда как во втором случае это механическое упрочнение значительно уменьшается в результате рекристаллизации, происходящей при нагреве под закалку.
Патентирование применяется для получения высокопрочной канатной и пружинной проволоки (большое преимущество патентированной проволоки состоит в том, что навитые из нее пружины не нужно закаливать).


Применение линии патентирования проволоки
- патентирование стальной проволоки и подготовка поверхности стальной проволоки для обеспечения высоких пластических свойств перед последующим процессом волочения;
- изготовление горячекатаной стальной катанки с соответствующим содержанием сорбита для более легкого волочения;
- изменение структуры стальной проволоки
- улучшение механических характеристик проволоки после волочения.
Основные преимущества оборудования
- придает блеск поверхности проволоки, не повреждает поверхность проволоки
- низкие затраты на обслуживание линии, высокая эффективность и энергосбережение
- эстетичный внешний вид, простота и безопасность в эксплуатации и обслуживании
- оборудование произведено при использовании передовых европейских и американских технологий
Содержание углерода: 0.4-1.0%, диаметр проволоки – Ø0.6 - 2.8 мм (в зависимости от требований заказчика)



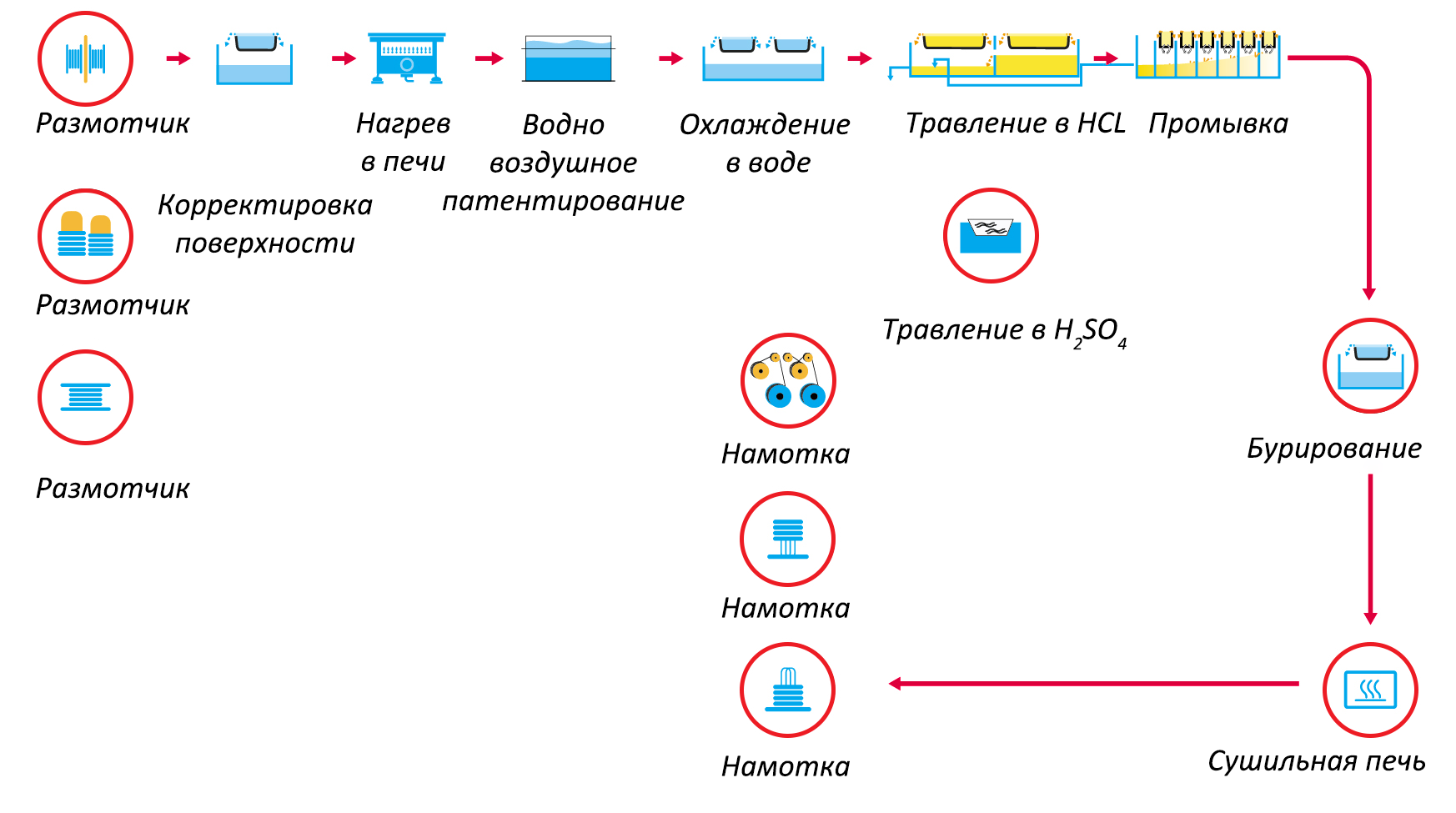
Этапы технологического процесса патентирования стальной проволоки
Линия патентирования проволоки состоит из размоточного механизма для проволок в потоке; ванны обезжиривания и промывки, узла предварительного нагрева; агрегата для патентирования; ванны охлаждения; ванны травления; ванны нанесения подсмазочного покрытия, промывки и сушки; вертикальных намоточных устройств и устройств натяжения.
Теоретически патентирование представляет собой быстрое охлаждение проволоки в аустенитном состоянии до заданной температуры с последующей выдержкой в течение времени, превышающего время изотермического распада при этой температуре с целью получения структуры сорбита.
Последовательность технологического процесса патентирования проволоки : размотка проволоки корректировка поверхности проволоки нагрев в печи патентирование закалка кислотное травление промывка бурирование сушка в печи перемотка стальной проволоки на катушку.
Краткие технические параметры линии патентирования
| Материал | содержание углерода 0.4 - 1.0% |
|---|---|
| Диаметр проволоки | Ø0.6 - 2.8 мм |
| Количество проволок | 8 - 40 (в соответствии с требованиями заказчика) |
| Скорость линии | 10 - 75 м/мин |
| Вес покрытия | 4 - 8 г/кг |
| Рабочие часы | 24 часа непрерывно |
| Производственная мощность | в зависимости от требований клиента |
Видео работы линии патентирования проволоки

Информация для запроса
Какая информация необходима для составления предложения?
- Материал проволоки.
- Диапазон диаметров проволоки.
- Количество проволок.
- Тип покрытия проволоки и его плотность.
- Производительность линии.
- Способы разматывания и наматывания: катушка / кассета / бухта / розетта / сэндвич / моток / другое.