ОБОРУДОВАНИЕ ДЛЯ ФОСФАТИРОВАНИЯ
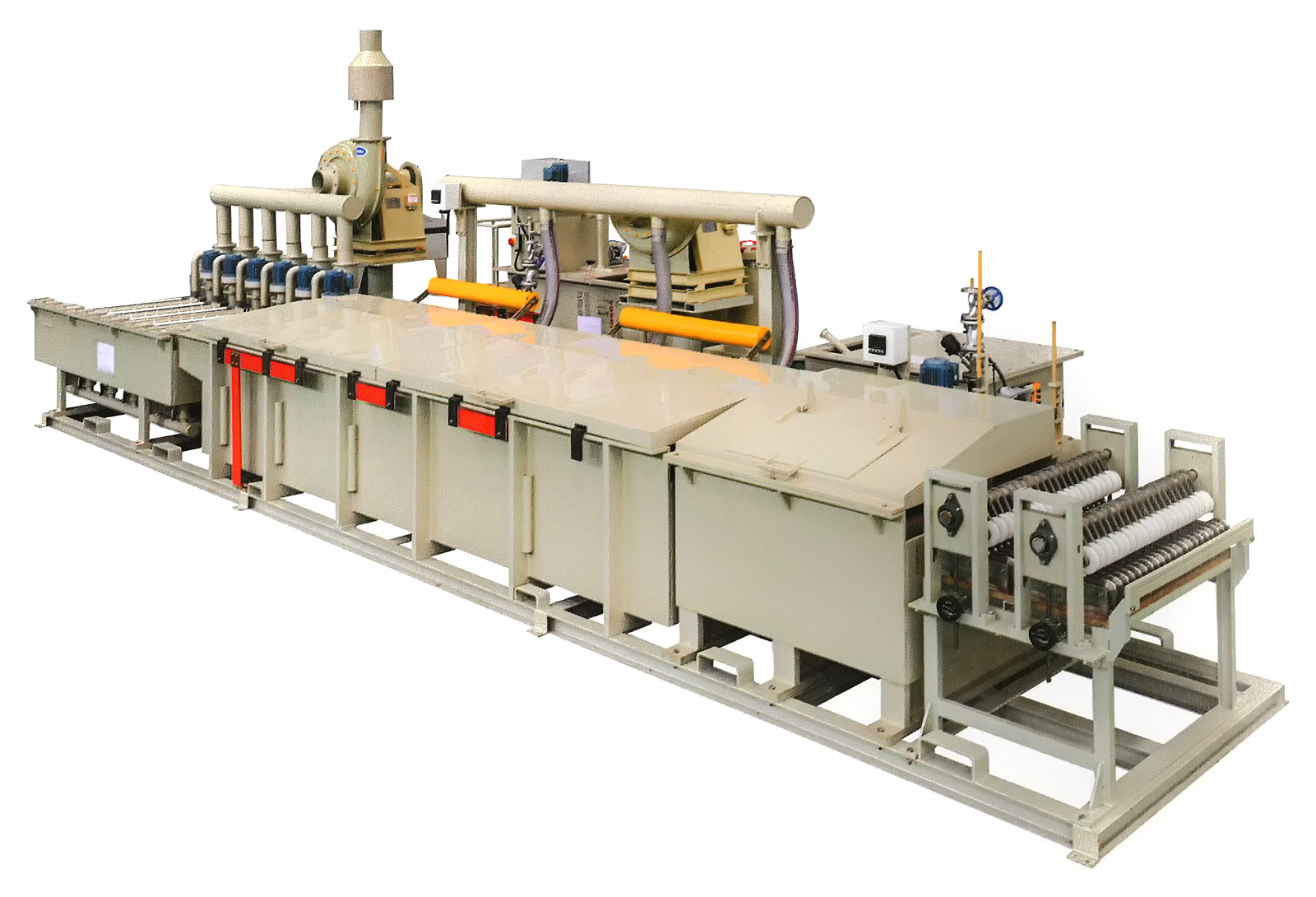
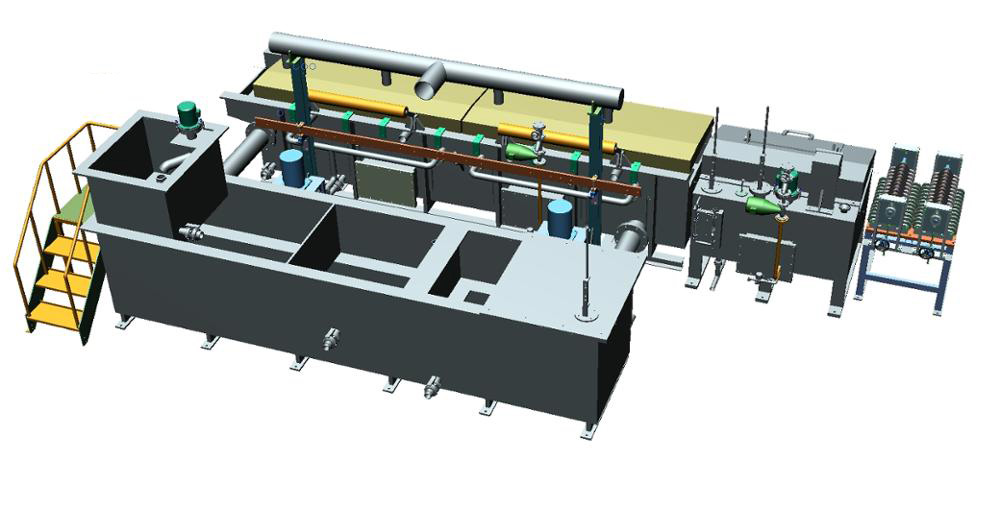
ЛИНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ФОСФАТИРОВАНИЯ СТАЛЬНОЙ ПРОВОЛОКИ
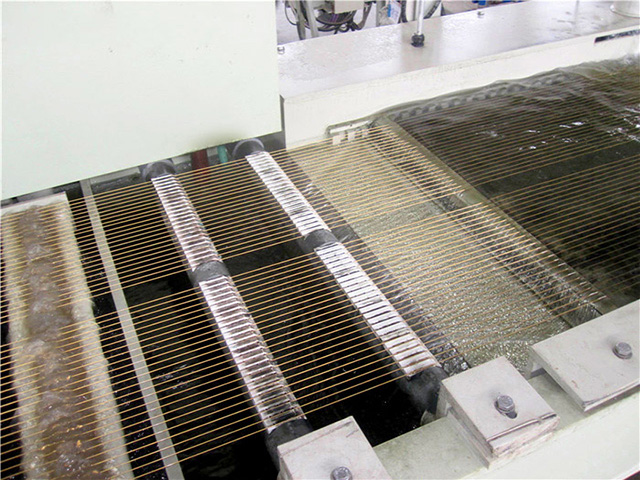
Электролизное фосфатирование является процессом предварительной обработки поверхности и имеет широкое применение в индустрии производства проволоки.
Использование подсмазочного слоя является одним из ключевых элементов для процесса волочения проволоки. Смазка наносится на этот слой непосредственно перед этапом прохода проволоки через волоку. При этом, выступая в роли подсмазочного, фосфатное покрытие и уровень его адгезии к поверхности обеспечивают оптимальную производительность процесса волочения.
Кристаллический фосфат, являясь подсмазочным слоем, служит основой, на которую наносится смазка, и представляет собой однородное покрытие, прочно сцепленное с металлической подложкой и обеспечивающее длительную антикоррозионную защиту проволоки.
Преимущества электролитического фосфатирования
Основой технологии является комбинированное взаимодействие электрического напряжения как ускорителя процесса со специально разработанным фосфатирующим раствором. Данный процесс может применяться только для поточного фосфатирования проволоки. В сравнении с традиционным фосфатированием электролитическое фосфатирование обладает несколькими существенными преимуществами:
- Отсутствие шлама в растворе. В ходе формирования покрытия на проволоку подается напряжение, блокирующее характерный для начальной стадии химического процесса фосфатирования эффект травления металла. В растворе не происходит растворения железа и формирования железо-фосфатного шлама.
- Улучшенная структура покрытия. Проволока, обработанная по технологии электролитического фосфатирования, имеет значительно более гладкое покрытие, более гладкий и однородный по структуре слой по сравнению с проволокой, обработанной по классической технологии. Это является следствием того, что в присутствии электрического тока процесс фосфатирования электролитического фосфатирования не сопровождается травлением металла.
- Регулируемый вес покрытия. Вес покрытия в процессе фосфатирования по электролитического фосфатирования технологии регулируется величиной тока, подаваемого на проволоку. Чем выше напряжение, тем больше вес формируемого покрытия.
- Снижение времени обработки. В процессе электролитического фосфатирования формирование покрытия происходит в среднем за 3-5 секунд. Для сравнения, в традиционном фосфатирующем растворе даже при его высокой концентрации формирование покрытия происходит в среднем за 10 секунд.
- Кристаллы цинк-фосфата, осаждающиеся на поверхность металла в процессе электролитического фосфатирования, мелкозернистые и имеют ярко выраженную гопеитную структуру.
- Снижение износа волок.
- Существенное снижение себестоимости процесса в связи с полным отсутствием шлама.
- Возможность нанесения цинк-фосфатного покрытия на нержавеющую сталь.
Преимущества линии электролитического фосфатирования
- Кристаллы фосфатного покрытия имеют маленький размер и высокую плотность.
- Вес фосфатного покрытия регулируется изменением силы тока, подаваемого на проволоку.
- Отсутствие жидких остатков и образования фосфатного шлама при производстве. Повторное использование промывочной воды.
- Оборудование характеризуется высокой производительностью и безупречным качеством продукции и устанавливает лидирующие мировые стандарты.
- Стабильная работа, отличное качество и высокая эффективность.
- Профессиональный дизайн, конкурентная стоимость, экономичность и экологичность.
- Оборудование разрабатывается согласно требованиям заказчиков, что позволяет увеличить его производственный потенциал.
Этапы технологического процесса электролитического фосфатирования проволоки
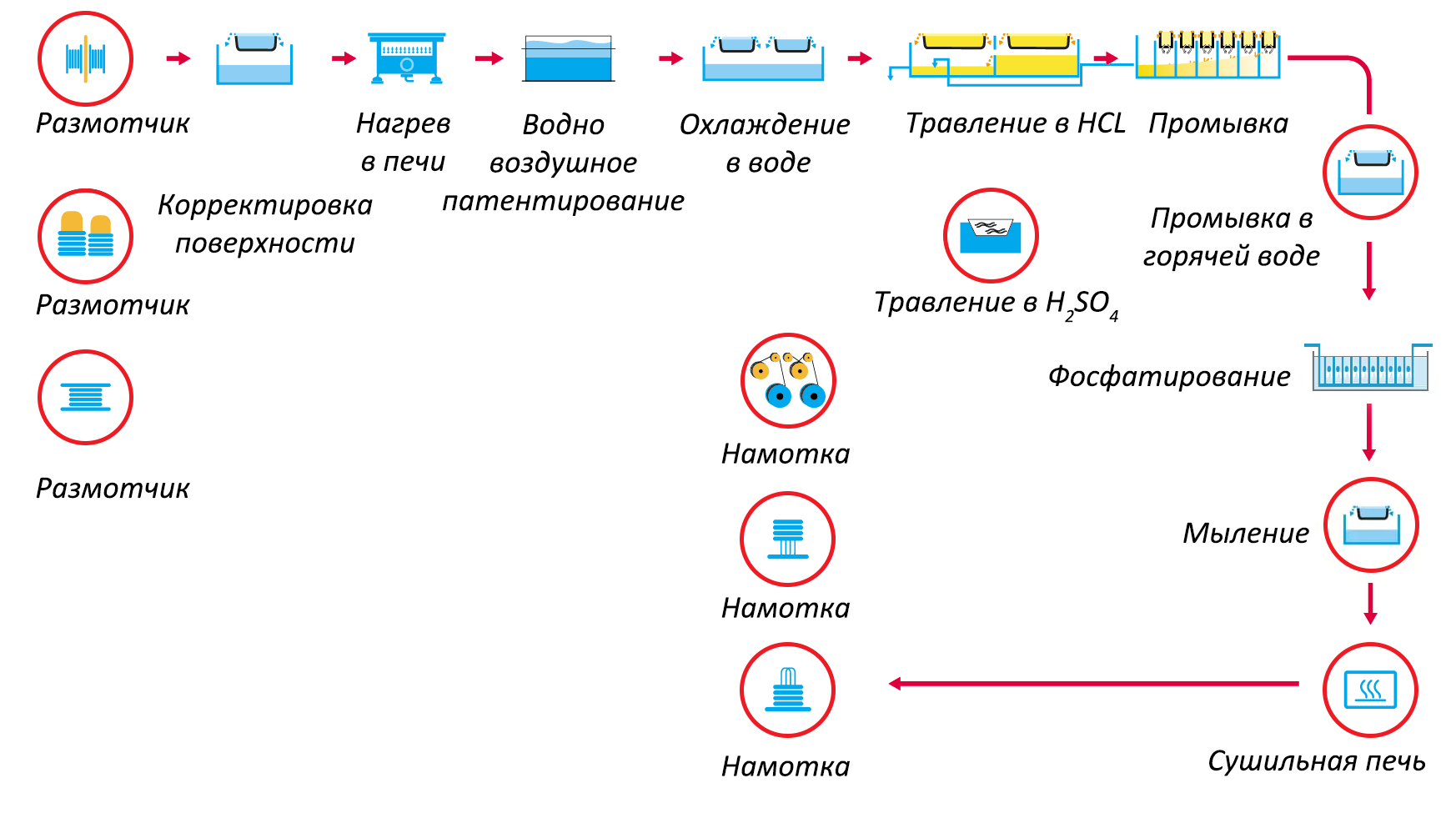
Последовательность технологического процесса электролитического фосфатирования проволоки: размотка проволоки корректировка поверхности проволоки нагрев в печи патентирование кислотное травление промывка промывка в горячей воде фосфатирование мыление сушка в печи перемотка стальной проволоки на катушку.
Технические параметры линии электролитического фосфатирования
| Рабочий материал | низко- / высокоуглеродистая проволока |
|---|---|
| Диаметр стальной проволоки | Ø 0.8 - 10.0 мм |
| Скорость линии для одной проволоки Ø 4.5 - 10 мм | DV: 50-120 мм. м/мин |
| Скорость линии для нескольких проволок Ø 0.8 - 4.5 мм | DV: 50-120 мм. м/мин |
| Число стальных проволок | 1 - 56 |
| Размер зерна фосфатной пленки | ≈ 1-2 µм |
| Вес фосфатной пленки | 5-10 г/м2 |
| Длина ванны электролизного фосфатирования | ≈ 5 м |
| Производственная мощность | в зависимости от требований клиента |