ОБОРУДОВАНИЕ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОВОЛОКИ
КОМПЛЕКТУЮЩИЕ ЛИНИЙ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОВОЛОКИ
Устройство размотки проволоки
Размотчик с
С-образной траверсой

| Материал | углеродистая проволока |
|---|---|
| Диаметр проволоки | Ø4 - Ø10 мм |
| Скорость линии | < 120 м/мин |
| Применение | Линия обработки проволоки перед волочением |
Размотчик с
вертикальной катушкой

| Материал | углеродистая проволока |
|---|---|
| Диаметр проволоки | Ø0.8 - Ø4 мм |
| Скорость линии | < 80 м/мин |
| Применение | Линия патентирования / Линия цинкования / Линия фосфатирования |
Катушки на поворотном рычаге
(ручной и автомат)

| Материал | углеродистая проволока |
|---|---|
| Диаметр проволоки | Ø0.6 - Ø2.6 мм |
| Скорость линии | < 80 м/мин |
| Применение | Линия патентирования / Линия латунирования / Линия фосфатирования |
Размотчик с
вертикальным шпинделем

| Материал | углеродистая проволока |
|---|---|
| Диаметр проволоки | Ø2.5 - Ø3.5 мм |
| Скорость линии | DV: 50-120 мм.м/мин |
| Применение | Линия латунирования / Линия цинкования / Линия фосфатирования |
Оборудование для механического удаления окалины




Ванны для технологического процесса
| Материал | Корпус | Скорость линии | Длина ванны | Применение |
|---|---|---|---|---|
| углеродистая проволока | сварной из полипропилена гомополимер (PPH) | DV:50-120 мм.м/мин | согласно требованиям клиента | все виды линий обработки проволоки |








Ванны травления с поднимающейся крышкой
Ванна травления разделена на две зоны. Около 7 м - зона предварительного травления и 7 м зона основного травления. Общая длина ванны составляет 14 метров. Каждая ванна имеет 2 подъемных насоса и систему нагрева паром. Особенности конструкции ванн кислотного травления:
- переливной желоб;
- система протирки;
- система определения уровня;
- системы автоматического и ручного слива;
- система отображения температуры;
- контроль температуры кислотной ванны;
- скрубберная система;
- проволочная направляющая расческа;
- автоматическое добавление кислоты.
| Материал | Диаметр проволоки | Корпус | Скорость линии | Длина ванны | Вид кислоты |
|---|---|---|---|---|---|
| углеродистая проволока | Ø0.5~Ø8.0 | сварной из полипропилена гомополимер (PPH) | согласно требованиям клиента | согласно требованиям клиента | HCL либо H2SO4 |



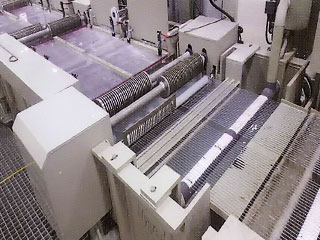
Водно-воздушное патентирование
| Материал | Диаметр проволоки | Число проволок | Способ нагрева | Скорость линии | Прочность проволоки |
|---|---|---|---|---|---|
| углеродистая проволока 0.45~0.92% | Ø0.8~Ø4.0 | согласно требованию клиента | пар | DV:50-120 мм.м/мин | 45# - 920МПа 60# - 1070МПа 70# - 1170МПа 80# - 1270МПа |



| Внешний вид (базовый раствор) | ASTM хроматичность | Вязкость (37.8°C) | Удельный вес (15.6°C, г/см3) | PH | Растворимость в воде | Стойкость к коррозии |
|---|---|---|---|---|---|---|
| светло-янтарная непрозрачная жидкость | 0.5 | 555±25CST | 1,067 | 9,0±0.59 (слабощелочная) | легко растворимый | устойчивость водного раствора к коррозии в пределах 5% отличная |
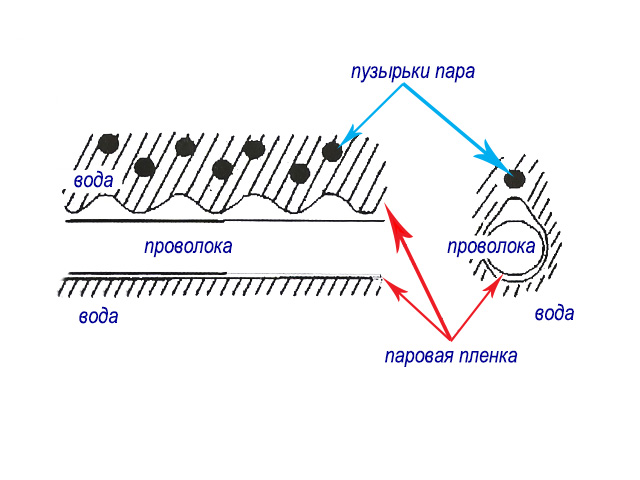
Механизм охлаждения
В общем, состояние охлаждения (организация переворачивания происходит в процессе охлаждения) стальной проволоки в воде можно описать как 3 состояния:
- Точечное кипение: происходит непосредственный контакт воды с металлической поверхностью и интенсивное кипячение, образуется большое количество пузырьков, сопровождается интенсивным конвекционным охлаждением жидкости.
- Плёночный режим кипения: вся вода, окружающая металл, газифицируется и образует паровую мембрану для покрытия всей стальной проволоки, тепло металла излучается за счет теплопроводности и теплового излучения внутри мембраны, а также за счёт потока жидкости, окружающей паровую мембрану. Поскольку металл и вода изолированы паром мембраны, скорость охлаждения металла быстро падает. Чем стабильнее паровая мембрана и чем она толще, тем медленнее скорость охлаждения. Вместе с утолщением паровой мембраны, из-за поверхностного натяжения во время выхода из воды образуются мелкие и однородные пузырьки.
- Конвективный теплообмен: Поскольку температура поверхности металла ниже температуры кипения воды, естественный конвективный отвод тепла происходит за счет разности температур. Стальная проволока погружается в воду при температуре Ac3 или Acm и начинает охлаждаться из состояния точечного кипения и вскоре переходит в состояние кипения пленки, затем возвращается в состояние точечного кипения вместе с падением температуры (поскольку давление пара внутри мембраны не может поддерживать стабилизацию мембраны), и наконец, переходит в конвективное теплообменное состояние;
Печь на природном газу
Материал: углеродистая проволока. DV: 50-120 мм.м/мин. Диаметр проволоки: Ø0.8-13.0 мм. Число проволок: согласно требованиям заказчика
Печь природного газа составляет около 27 метров в длину, все нагревательные секции относительно независимы и влияют друг на друга. В соответствии с требованиями процесса термообработки, температура и атмосфера в печи могут быть установлены в соответствии с требованиями процесса.
Корпус печи разделен на пять нагревательных секций, контроль температуры и регулировка атмосферы производится раздельно в каждой секции. Использутеся технология отопления на предварительно смешанном газе от бельгийской компании FIB, и в каждой отопительной секции установлено несколько премиксных горелок типа FIB.
Каждая отопительная секция рассчитывается и регулируется регулятором температуры в соответствии с фактическими измерениями и настройками. Система контроля сгорания, разработанная бельгийской компанией FIB, внедряет технологию сбраживания и абсорбции, когда стабильное качество газа позволяет контролировать разницу температур между + 3°C и менее.
Система имеет функцию постоянного соотношения воздуха и топлива, которая может точно контролировать атмосферу в каждой секции печи. В то же время, сочетание различных средств управления позволяет контролировать давление в печи в нормальном диапазоне, исключая окисление стальной проволоки, вызванное вдыханием воздуха в печь.





Индукционный нагрев


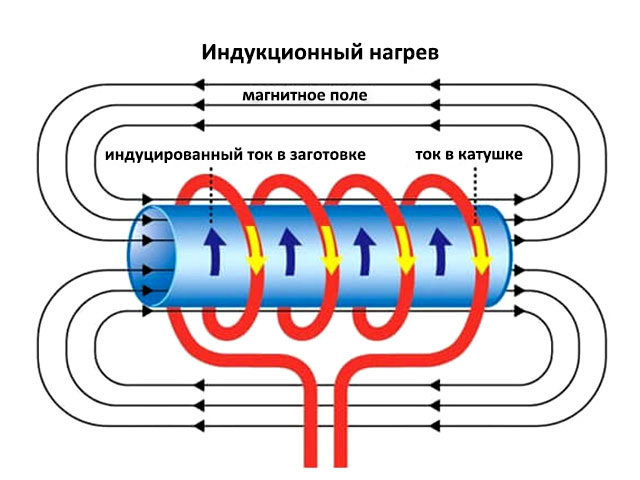

| Материал | Проволока из легированной стали | ||||
|---|---|---|---|---|---|
| Диаметр проволоки | Ø0.9~2.6мм | Ø0.9~2.5мм | |||
| Число проволок | 56/60, двусторонний контроль | 36, A/B двусторонний контроль | |||
| Применение | Отжиг омедненной проволоки | Отпускная термообработка бортовой проволоки | |||
| Температура нагрева | 550°C | 450°C | |||
| Индукторы | Многовитковые индукторы последовательного и паралелльного соединения | ||||
| Скорость нагрева | DV: 75мм.м/мин | DV: 500мм.м/мин | |||
| Вид нагрева | Непрерывный нагрев | ||||
| Размеры | (Ш)1200×(Д)10000×(В)1200 | (Ш)1000×(Д)18000×(В)1200 | |||
| Мощностные характеристики | |||||
| Номинальная выходная мощность | 100кВт | 200кВт | 300кВт | ||
| Диапазон выходных частот | 1-30кГц | ||||
| Диапазон регулировки мощности | бесступенчатая регулировка от 10 до 100% | ||||
| Расход охлаждающей воды | > 1.7м3/ч, <35°C, техническая чистая вода | > 3м3/ч, <35°C, техническая чистая вода | > 5м3/ч, <35°C, техническая чистая вода | ||
| Размеры электрического оборудования | (Ш)1200×(Д)700×(В)2000 | (Ш)1200×(Д)800×(В)2000 | |||
| Размеры | (Ш)1200×(Д)10000×(В)1200 | (Ш)1000×(Д)18000×(В)1200 | |||
Устройство для намотки проволоки
Намоточная машина с вертикальным шпинделем

| Материал | высокоуглеродистая проволока с содержанием углерода 0.7~0.92% |
|---|---|
| Диаметр проволоки | Ø0.8 - Ø8.0 мм |
| Скорость линии | DV: 45 - 65 мм • м/мин |
| Диаметр барабана | Ø450 мм, Ø650 мм, Ø760 мм |
| Применение | Линия термической обработки / Линия цинкования / Линия фосфатирования |
Намоточная машина катушечного типа
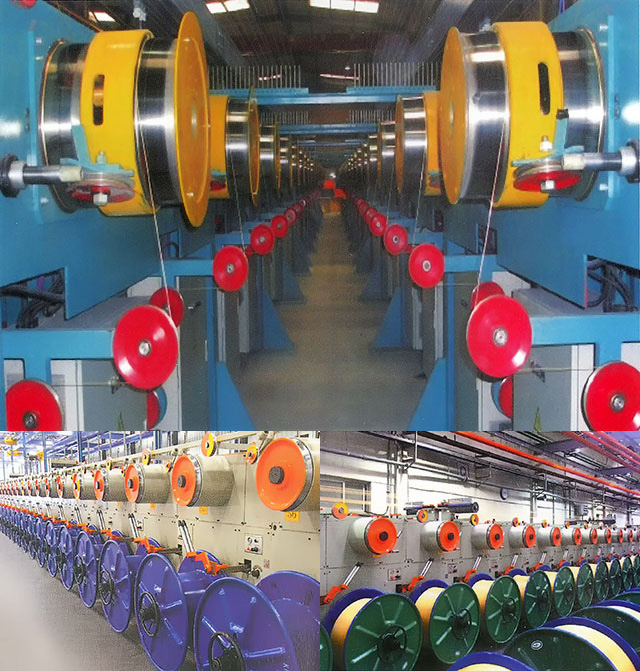
| Материал | высокоуглеродистая проволока с содержанием углерода 0.7~0.92% |
|---|---|
| Диаметр проволоки | Ø0.8 - Ø3.5 мм |
| Скорость линии | DV: 50 - 80 мм • м/мин |
| Диаметр кабестана | Ø350 мм либо Ø450 мм |
| Тип шпульки | по запросу |
| Расположение | последовательное либо тыльными сторонами друг к другу |
| Контроль скорости | индивидуальный контроль |
| Время накопления | макс. 3 мин |
| Применение | Линия латунирования / Линия цинкования |