ИНСТРУМЕНТ ДЛЯ ХОЛОДНОВЫСАДОЧНЫХ И РЕЗЬБОНАКАТНЫХ СТАНКОВ
РОЛИКИ РЕЗЬБОНАКАТНЫЕ ТМА
Резьбонакатные ролики с кольцевой или винтовой нарезкой представляют собой разновидность резьбонакатного инструмента. С их помощью выполняют операцию по нарезке резьбы пластическим деформированием холодным способом на заготовках из разных марок черных, цветных металлов и их сплавов на резьбонакатных, токарных, револьверных и даже сверлильных станках. Накатными роликами изготавливают резьбу Ø3÷68 мм с шагом 0,5÷6 мм класса точности 1, 2 и 3.
Они представляют собой цилиндрические диски, на наружной поверхности которых образована одно- или многозаходная резьба или кольцевые витки. Конструктивные размеры резьбонакатных роликов зависят от способа накатывания, вида накатываемой резьбы и конструкции применяемого оборудования.
В зависимости от способа накатывания различают: ролики для накатывания резьбы с радиальной подачей, цилиндрические ролики для накатывания с тангенциальной подачей, ролики для накатывания резьбы с осевой подачей и затылованые ролики.
В зависимости от конструктивных особенностей применяемого оборудования в работе используют 2, 3 или даже 4 накатных ролика. Резьба получается качественной, прочной, с низкой степенью шероховатости. Резьбонакатные ролики применяют для изготовления в массовом или крупносерийном производстве при изготовлении шпилек, крепежных деталей, валов и других деталей, используемых в промышленности, сельском хозяйстве и строительстве.
Вид накатываемой резьбы - UNC, UNF, BSW, метрическая резьба, ACME, шариковая винтовая резьба, трубная резьба.
Преимущества накатки резьбы резьбонакатными роликами
Накатывание резьбы роликами — самый универсальный и точный способ накатывания, характеризующийся наиболее широкими технологическими возможностями при изготовлении резьбы различных диаметров, длины и точности.
Износостойкость резьбонакатных роликов из Тайваня в 4-5 раз выше отечественных. Это достигается маркой используемого материала и инновационным подходом в области производства.

Применение резьбонакатных роликов для получения наружных резьб имеет ряд важных преимуществ.
- Возможность накатки резьбы любого типа, как, например, американская унифицированная тонкая резьба, британская дюймовая резьба, метрическая, трапецеидальная, шариковая резьба и даже нарезка резьбы для труб.
- Снижение затрат основного машинного времени, по сравнению с процессами обработки с образованием стружки.
- Экономия дорогостоящих материалов и отсутствие проблем ликвидации отходов стружки.
- Высокая износостойкостью и долговечность за счет укрепления поверхностного слоя профиля.
- Высокая стойкость на усталостный излом детали за счет целостности направления волокон материала.
- Высокая стойкость резьбовых соединений, получаемых с применением резьбонакатных роликов. Этот показатель больше стандартного примерно на 50 %.
- Упрочнение деталей и изделий. Прочность повышается за счет обработки поверхностей по технологии холодной пластической деформации.
- Износостойкость. Резьбонакатные ролики выдерживают давление до 1500 МПа.
- Простота эксплуатации. Для использования приспособления нужно лишь закрепить в патронах станков.
- Универсальность. При помощи резьбонакатных роликов можно нарезать или восстановить резьбу, длина которой превышает 2 м.
- Высокое качество профилей. После обработки детали приобретают зеркальные поверхности.
- Высокая производительность. Обработка заготовок происходит очень быстро. Это делает резьбонакатные ролики пригодными для использования на массовых производствах.
Износостойкость резьбонакатных роликов из Тайваня в 4-5 раз выше отечественных. Это достигается маркой используемого материала и инновационным подходом в области производства.
Ролики резьбонакатные стандартные
Применение:
- Однозаходная резьба.
- Зубчатая резьба формы-V, с шагом 0.5 - 5.0 мм
- Зубчатая резьба формы-V, с шагом 40TPI - 5TPI
- Резьба с насечками, с шагом 40TPI - 18TPI
- Параллельная резьба.
Образцы производимой продукции:

Ролики резьбонакатные специальные
Применение:
- Многозаходная резьба.
- Зубчатая резьба формы-V, с шагом вне параметров 0.5 мм - 5.0 мм
- Зубчатая резьба формы-V, с шагом вне параметров 40TPI-5TPI
- Резьба с насечками с метрическим шагом
- Шлицевая резьба
- Червячная резьба, резьба ACME, упорная резьба, геометрическая резьба, бутылочная резьба и т.д.
- Коническая резьба.
- Ролики резьбонакатные для изготовления резьбы на изделиях из специального металла - нержавеющая сталь SUS, легированная сталь и сталь с твердостью более RC20.
Образцы производимой продукции:

Инструмент и оснастка согласно чертежам готовых изделий

Мы имеем возможность разрабатывать инструмент и оснастку согласно чертежам готовых изделий и технических требований. Для заказа инструмента укажите следующую информацию:
- марку и модель оборудования (станка);
- форму заготовки (длину резьбы, профиль резьбы, шаг резьбы, тип резьбы - метрическая / дюймовая, указать число витков на дюйм, максимальный диаметр резьбы, диаметр шага, материал заготовки);
- допуск диаметра, шпоночный паз, максимальный наружный диаметр;
- метод подачи заготовки - сквозная подача (подача на проход) или поперечная подача (врезанием);
- направление движения винтовой поверхности - правое / левое;
- чертёж заготовки.
ТЕХНОЛОГИЯ НАКАТКИ РЕЗЬБЫ РЕЗЬБОНАКАТНЫМИ РОЛИКАМИ
Резьбонакатные ролики предназначены для накатывания резьб и фасонных профилей на деталях диаметром от 3 мм до 68 мм и шагом от 0.5 мм до 6 мм.
Резьбонакатные ролики – это специализированный технический инструмент, предназначенный для получения резьбы посредством пластического деформирования. Выполнены в виде дисков цилиндрической формы, на внешней поверхности которых расположены кольцевые витки или однозаходная либо многозаходная резьба. Размеры роликов выбираются в зависимости от предпочитаемого метода накатывания, типа резьбы и конструкции используемого оборудования.
В настоящее время наибольшей популярностью пользуются приспособления цилиндрической формы, предназначенные для резьбы с радикальной подачей, которая осуществляется при помощи подвижного ролика. Все они имеют один и тот же диаметр и выполняют вращательные движения, раскачиваясь в разные стороны. При накатывании резьбы этот инструмент увлекает заготовку, вследствие чего происходит процесс заготовки и обкатки.
В конечном итоге резьбовые витки вдавливаются в заготовочный материал, и, как отрицательный отпечаток, наносят резьбу. По окончанию процесса обработки резьбовых поверхностей роликов, детали и обработанная поверхность соприкасаются. Для того, чтобы произошло обоюдное касание существующих винтовых поверхностей, нужно, чтобы в резьбонакатных роликах угол подъема резьбы соответствовал углу подъема в обрабатываемой детали и ролики производились при накатывании правой резьбы с левой резьбой, и, наоборот, при накатывании левой резьбы с правой.
Принимая во внимание, что чем большие диаметры имеют резьбонакатные ролики,тем на более высоком уровне происходит процесс накатывания, например, увеличиваются прочностные показатели и жесткость инструмента, правило равенства углов роликов и детали должно быть безукоризненно соблюдено.
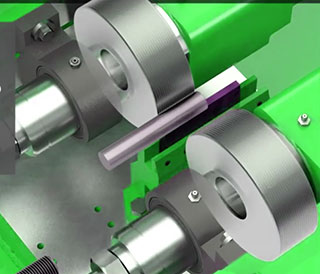
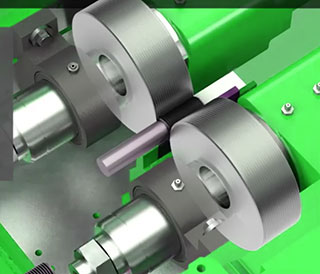
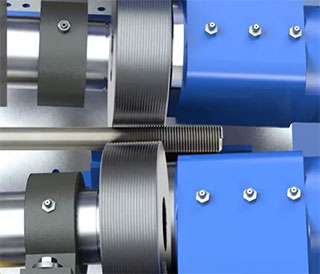
Накатывание резьбы роликами при поперечной подаче заготовки
При поперечной подаче применяется синхронизированный цикл для увеличения производительности. Такой вид подачи используется для накатки резьбы на детали, которые меньше чем максимальная длина резьбонакатных роликов, а также для заготовок с буртиком или головкой, таких как болты.
- Заготовка и резьбонакатные ролики располагаются параллельно на станке.
- Заготовка вращается между резьбонакатными роликами, но практически не имеет осевого перемещения.
- Оси резьбонакатных роликов расположены под углом ноль градусов.
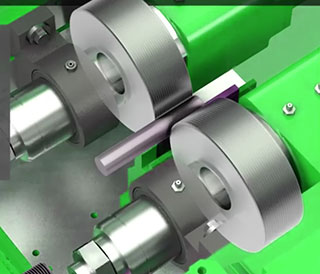
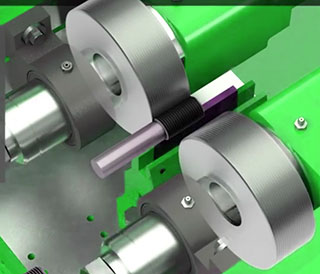
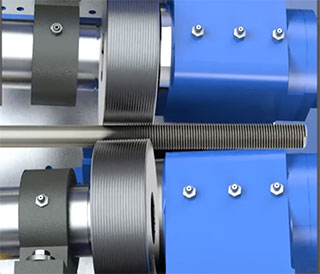
Накатывание резьбы роликами при сквозной подаче заготовки
Сквозная подача используется для накатки резьб, превышающих максимальную длину резьбонакатных роликов, а также для непрерывной накатки резьбы на длинные прутки.
- Наклон шпинделей приводит к осевой подаче деталей или прутков через резьбонакатные ролики.
- Заготовка движется между резьбонакатными роликами на опорном лезвии.
- Оси резьбонакатных роликов наклонены на угол опережения. Угол обработки = угол опережения.
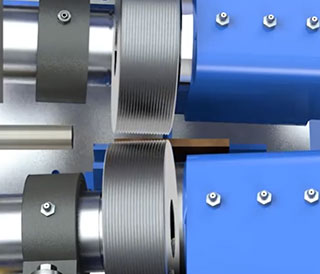
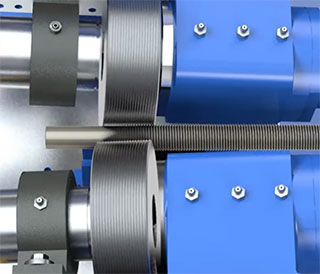
Накатывание резьбы роликами при подаче заготовки по схеме Retreat - Feed (подача - отвод)
Такая подача используется для накатки резьб, превышающих максимальную длину резьбонакатных роликов, но при ней резьба накатывается не на всю длину прутка или шпильки.
- При этой схеме подачи один ролик закреплён неподвижно, а второй подводится специальным приводом.
- Заготовка помещается между двумя роликами. Подвижный ролик прижимает и захватывает заготовку для прокатки. После того, как необходимая длина резьбы достигнута, подвижный ролик отводится, освобождая заготовку.
- Оси резьбонакатных роликов наклонены на угол опережения. Угол обработки = угол опережения.
Накатывание резьбы роликами при подаче заготовки по схеме Thrust - Rolling (с боковым давлением)
Такая подача используется для накатки резьб на высокоточные винты и плотные фитинги.
- Заготовка помещается между двумя резьбонакатными роликами, где заготовка прокатывается и завершается.
- Оси резьбонакатных роликов наклонены на угол опережения. Угол обработки < угол опережения.