ПРОИЗВОДСТВО КАНАТОВ, СТАЛЬНОГО ТРОСА ОБЩЕГО НАЗНАЧЕНИЯ, ТРОСОВ УПРАВЛЕНИЯ, МЕТАЛЛОТРОСОВ, ТРОСОВ ДЛЯ ПОДЪЁМНИКОВ
ПРОИЗВОДСТВО КАНАТОВ, СТАЛЬНОГО ТРОСА ОБЩЕГО НАЗНАЧЕНИЯ, ТРОСОВ УПРАВЛЕНИЯ, МЕТАЛЛОТРОСОВ, ТРОСОВ ДЛЯ ПОДЪЁМНИКОВ
Запрос должен содержать следующие данные:

Стандартный запрос должен содержать перечень данных, которые позволят производителю подобрать канат наиболее подходящими характеристиками:
- Предназначение каната
- Тип привода: барабан или шкив
- Конструкция каната
- Диаметр, длина каната (размеры и допустимые отклонения)
- Материал каната
- Материал сердечника каната
- Заделка концов каната
- Способ и направление свивки
- Требования к пропитке
- Разрывное усилие каната в целом или суммарное разрывное усилие массу условной длины м
- Характеристики упаковочной тары
- Количество
- Отчет об испытаниях
- Замечания
ОБЩАЯ ИНФОРМАЦИЯ
Применение троса
Трос стальной рекомендуется для широкого применения в различных грузоподъемных устройствах, от ручных деталей до подъемных кранов, для подъема и перемещения грузов, деталей и элементов конструкций. Трос стальной является частью большинства грузоподъемных механизмов и приспособлений. В зависимости от конструкции, трос стальной имеет различную гибкость и коэффициент растяжения. Трос стальной изготовлен из углеродистой стали и оцинкован. Технически тросы являются сложным и ответственным видом проволочных изделий. Они имеют большое число типов и конструкций и различаются по форме поперечного сечения как самого троса, так и его элементов, а также по физико-механическим характеристикам проволок и сердечников.
Конструкция троса
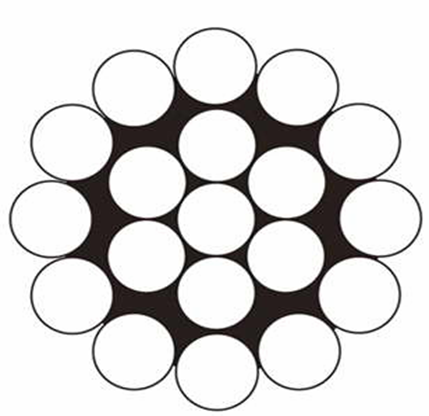
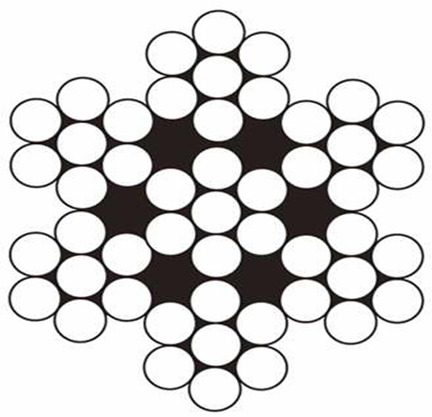
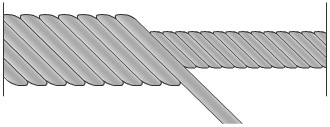
Конструктивно трос стальной изготовлен из высокопрочной проволоки и сердечника. Проволоку обвивают вокруг сердечника и получают прядь, пряди в свою очередь тоже обвивают вокруг сердечника и получают стальной трос (см. рис. 1).
Пример обозначения стального троса: 6 х 7 + FC.
- Первая цифра – число прядей троса.
- Вторая – число проволок в пряди.
- Третья – число сердечников, включая сердечники в прядях, если нет цифры – неметаллический один в центре стального троса, а в прядях сердечник стальной.
Сердечник троса
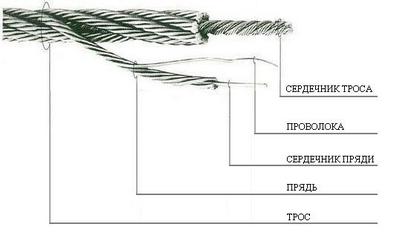
Центральный сердечник заполняет пустоту в центре троса и предохраняет пряди от проваливания к центру. Металлическим сердечником является обычная проволочная прядь или стальной трос, свитый из нескольких прядей; в первом случае трос называется цельнометаллическим, во втором — тросом со специальным проволочным сердечником. Органические сердечники, изготовляемые из пеньки, манилы, сизаля или хлопчатобумажной ткани, способствуют образованию круглой формы троса и, будучи пропитаны антикоррозионной, противогнилостной смазкой (вазелином, пушечной смазкой, канатной мазью и др.), предохраняют внутренние слои проволок троса от коррозии, уменьшают трение между ними и таким образом удлиняют срок службы троса. Минеральные сердечники изготовляются из асбеста и применяются в тросах, предназначенных для работ в условиях высоких температур. Тросы тросовой работы используются для стоячего такелажа, изготовления швартовов, буксиров, тралов, различных стропов, найтовов, шкентелей; они применяются для гиней и бегучего такелажа.
Спецификация поперечного сечения троса
 |  |  |  |  |
| 6х7 ГОСТ по ГОСТ 3069-80 | 6x12 DIN 3068 | 6x24 DIN 3068 | 6x30 | 6x19 по ГОСТ 3070-88 |
 |  |  |  |  |
| 6xS(19) по ГОСТ 3077-80 | 6xW(19) DIN 3059 | 6xFi(21) | 6xFi(25) по ГОСТ 7665-80 | 6xWS(26) |
 |  |  |  |  |
| 6x37 по ГОСТ 3071-88 | 6xFi(29) | 6xWS(31) | 6xWS(36) по ГОСТ 7668-80 | 6xSES(37) |
 |  |  |  |  |
| 6x19+IWRC по ГОСТ 14954–80 | 6xS(19)+IWRC по ГОСТ 3081-80 | 6xW(19)+IWRC ГОСТ 14954–80 | 6xFi(25)+IWRC ГОСТ 7667-80 | 6xWS(26)+IWRC |
 |  |  |  |  |
| 6x37+IWRC | 6xFi(29)+IWRC | 6xWS(31)+IWRC | 6xWS(36)+IWRC | 6xSES(37)+IWRC |
 |  |  |  |  |
| 6xWS(41)+IWRC | 7x7 по ГОСТ 3066-80 | 7x19 по ТУ 14–173–49–2004 | 7x37 | 7xFi(25)+IWRC |
 |  |  |  |  |
| 7xWS(36)+IWRC по ГОСТ 7669-80 | 8xS(19) | 8xW(19) | 8xS(19)+IWRC | 8xW(19)+IWRC по ГОСТ 14954-80 |
 |  |  |  |  |
| 8xFi(25)+IWRC по ГОСТ 7667-80 | 8xWS(31)+IWRC | 17x7 | 18x7 | 19x7 |
 |  |  |  |  |
| 34x7 | 35x7 | 1x37 | 3x7 по ГОСТ 3093–80 | 8x7+1x19 |
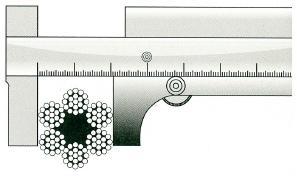
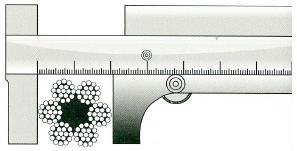
Измерение диаметра троса
Расчетный размер каната определяется «номинальным диаметром». Для замера фактического диаметра требуется штангенциркуль, длина губок которого превышает 3/4 диаметра каната. Замеры выполняют в двух поперечных сечениях, расстояние между которыми не менее 1 м, в каждой точке диаметр замеряют в двух взаимно перпендикулярных плоскостях. Для нового каната среднее арифметическое этих четырех замеров должно быть внутри поля допусков, указанных для номинального диаметра.
|
|
| Неправильно | Правильно |
Запас прочности троса
Расчитать запас прочности для каждого типа троса дело достаточно не простое, в связи с тем что этот фактор зависит не только от тяжести груза, но и от скорости троса в режиме эксплуатации, от типа соединительных элементов на концах троса, от увеличения/ уменьшения рабочей скорости троса, длины троса, количества, размера и расположения канатного грузоподъёмного шкива, барабанов и т.д. характеристики запаса прочности троса, приведенные в таблице ниже являются минимальными требованиями в рамках безопасной эксплуатации и монтажа.
| Назначение продукции | Мин. запас прочности |
| Для лифтов | 10 |
| Для кранов, подъёмнго-транспортных машин, стропов | 6 |
| Для тяговых лебедок и буксировки транспортных средств | 4 |
| Для подвесной канатной дороги, кабельныз кранов | 3 |
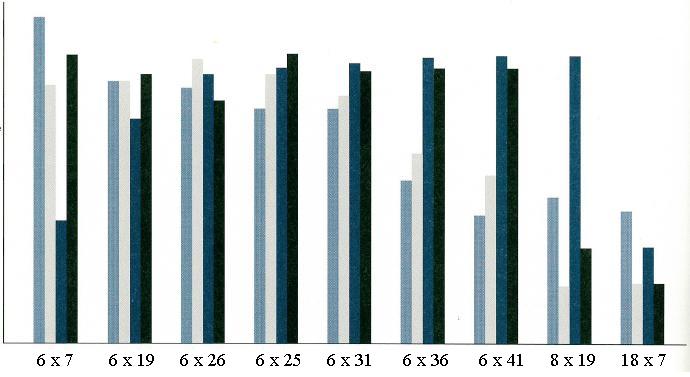
Спецификация и технические характеристики троса (без числовой шкалы)
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА ТРОСА
ИСПОЛЬЗОВАНИЕ, РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ СТАЛЬНЫХ ТРОСОВ И КАНАТОВ
| Конструкция | ||||
| Прядь | Сердечник | Направление и сочетание направлений свивки | ||
| Краны, землеройные машины | Стреловые канаты | 6х19 филлер (6х25Fi) | IWRC | O или L |
| 6x36 | IWRC | O или L | ||
| Подъемные канаты башенных кранов | 6х19 филлер (6х25Fi) | IWRC | O | |
| 6x36 | IWRC | O | ||
| 18x7 | FC или Strand core | O или L | ||
| Канаты с захватом | 6x19 | IWRC | O | |
| Башенные поворотные краны | Подъемные канаты башенных кранов | 18x7, 19x7 | FC или Strand core | O или L |
| Землеройные и горные машины | Канаты для лебедок | 6x19 филлер (6х25Fi) | IWRC | O |
| Тяговые канаты | 6x19 филлер (6х25Fi) | IWRC | O | |
| Подъемные канаты для наклонного подъема | 6x19 филлер (6х25Fi) | IWRC | O | |
| 6x36 | IWRC | O или L | ||
| Канаты для машин бурения | 6x19 филлер (6х25Fi) | IWRC | O | |
| Буровые установки (поворотные) | Канаты для машин бурения | 6x19 сил | IWRC | O |
| Проходческие канаты | 6х7 оцинкованный | Poly | O | |
| Канаты для горнодобывающей промышленности | 6x19 филлер (6х25Fi) | IWRC или FC | O | |
| Буровые установки (ударные) | Канаты для машин бурения | 6х21 филлер, левая свивка | FC | O |
Примечание к обозначению типасердечника каната:
| ||||
ВИДЫ СТАЛЬНЫХ КАНАТОВ И ТРОСОВ
1. По конструкции:
- одинарной свивки (спиральные или однопрядные)
– состоящие из одного, двух, трех и более концентрических слоев проволоки, свитых по спирали; Канаты одинарной свивки, скрученные только из круглой проволоки, называют обыкновенными спиральными канатами. Спиральные канаты, имеющие в наружном слое фасонные проволоки, называются канатами закрытой и полузакрытой конструкции; при обрыве каждая фасонная проволока удерживается в канате соседними проволоками. Канаты одинарной свивки, предназначенные для последующего плетения в канат, называют прядями; - двойной свивки (тросы тросовой работы)
– состоящие из прядей, свитых в один или несколько концентрических слоев. Эти канаты могут быть однослойными или многослойными. Многослойная свивка отличается повышенной гибкостью и большой опорной поверхностью, а кроме того, может придавать канату некрутящиеся свойства. Широкое распространение получили однослойные шестипрядные канаты двойной свивки. Канаты двойной свивки, предназначенные для последующей свивки, называют стренгами; - тройной свивки (трёхпрядные)
– состоящие из канатов двойной свивки (стренг), свитых в концентрический слой.
. |  |  |
| Спиральный однопрядный трос одинарной свивки | Трос тросовой работы двойной свивки | Трехпрядный трос (стренг) |
2. По типу свивки прядей:
- с точечным касанием проволок между слоями – ТК
Пряди с точечным касанием проволок изготавливают за несколько технологических операций, число которых зависит от количества слоев проволок. Свивки проволок имеют разные шаги по слоям пряди, а проволоки между слоями перекрещиваются. Такое расположение элементов увеличивает их износ при сдвигах в процессе эксплуатации, создает значительные контактные напряжения, способствующие развитию усталостных трещин в проволоках, и уменьшает коэффициент заполнения сечения каната металлом;
- с линейным касанием проволок между слоями – ЛК
Такие пряди изготавливают за один технологический прием, при этом постоянство шага свивки проволок во всех слоях пряди сохраняется. Для получения линейного касания диаметры проволоки и пряди выбирают в зависимости от конструкции последней. Так, в верхнем слое прядей каната типа ЛК-0 применяются проволоки одинакового диаметра по слоям, пряди типа ЛК-Р имеют в наружном слое проволоки различного диаметра. Существует тип каната с линейным касанием проволоки между слоями и имеющий в пряди слои с проволоками как разных, так и одинаковых диаметров-ЛК-РО. В трехслойных прядях линейного касания имеют место различные сочетания указанных выше типов прядей. Следует отметить, что работоспособность канатов с линейным касанием проволок в прядях при правильном выборе конструкции каната значительно выше, чем работоспособность канатов с точечным касанием проволок;
- с линейным касанием проволок между слоями при одинаковом диаметре проволок по слоям пряди – ЛК-О;
- с линейным касанием проволок между слоями при разных диаметрах проволок в наружном слое пряди – ЛК-Р;
- с линейным касанием проволок между слоями и проволоками заполнения – ЛК-З;
- с линейным касанием проволок между слоями и имеющих в пряди слои с проволоками разных диаметров и слои с проволоками одинакового диаметра – ЛК-РО;
Точечное касание проволок в пряди (ТК) Линейное касание проволок в пряди (ЛК) - с комбинированным точечно-линейным касанием проволок – ТЛК
Пряди точечно-линейного касания получают при замене центральной проволоки в прядях линейного касания семипроволочной прядью: в этом случае на двухслойную прядь типа ЛК укладывается слой проволок одинакового диаметра с точечным касанием. Конструкции этих прядей обеспечивают возможность их изготовления на прядевьющих машинах со сравнительно небольшим числом шпуль. Кроме того, пряди ТЛК при соответствующем выборе параметров свивки обладают повышенными некрутящимися свойствами;
3. По форме поперечного сечения прядей:
- круглопрядные;
- фасоннопрядные.
4. По степени крутимости:
- крутящиеся
- с одинаковым направлением свивки проволок в канатах одинарной свивки, прядей или стренг); - малокрутящиеся
- многослойные, многопрядные и одинарной свивки с противоположным направлением свивки элементов по слоям - МК.
5. По материалу сердечника:
- с металлическим сердечником – МС
Металлический сердечник целесообразно применять в тех случаях, когда требуется повысить структурную прочность каната при многослойной навивке его на барабан, уменьшить конструктивные удлинения каната при растяжении, а также при эксплуатации каната в условиях повышенной температуры. Одной из наиболее распространенных конструкций такого типа является канат двойной свивки из 6-7 проволочных прядей, расположенных вокруг центральной семипроволочной пряди. Металлический сердечник может быть изготовлен из обычной канатной или мягкой проволоки с временным сопротивлением разрыву не более 900 Н/мм2.
- Strand - стальной однопрядный сердечник каната
- IWRC - стальной проволочный сердечник отдельной свивки
- с органическим сердечником из натуральных или синтетических материалов – ОС
В большинстве конструкций канатов для обеспечения требуемой гибкости и упругости в качестве сердечника в центре каната, а иногда и в центре прядей, используют пропитанные смазкой органические сердечники из пеньки, манилы, сизаля или хлопчатобумажной пряжи. Допускается также применение сердечников из асбестового шнура и искусственных материалов(полиэтилена, капрона, нейлона и др.);
- FC - волоконный сердечник
- NFC - сердечник из органического волокна
- SFC - сердечник из синтетического волокна
- FC(R) - волоконный армированный сердечник
6. По способу свивки:
- нераскручивающиеся – Н
- у которых при свивке проволок в прядь и прядей в канат внутренние напряжения снимаются рихтовкой и предварительной деформацией таким образом, что после снятия перевязок с конца каната пряди и проволоки сохраняют заданное положение. Нераскручивающиеся канаты по сравнению с раскручивающимися имеют ряд преимуществ: несколько большую гибкость и более равномерное распределение растягивающих усилий на пряди и проволоке, повышенную сопротивляемость усталостным напряжениям, отсутствие стремления нарушить прямолинейность при раскладывании. - раскручивающиеся
- у которых проволоки не освобождены от внутренних напряжений, возникающих в процессе свивки проволок в пряди и прядей в канат. Стренги, пряди и проволоки в этом случае не сохраняют своего положения в канате после снятия перевязок с его концов;
7. По степени крутимости различают виды канатов:
- крутящиеся;
- малокрутящиеся - МК
Эти канаты следует отличать от нераскручивающихся. В малокрутящихся канатах, благодаря подбору направлений свивки отдельных слоев проволок (в спиральных канатах) или прядей (в многослойных канатах двойной свивки), устраняется вращение каната вокруг своей оси при свободном подвешивании груза. Малокрутящийся канат может быть изготовлен как нераскручивающимся, так и раскручивающимся. Обязательным условием изготовления мало - крутящихся канатов является расположение прядей в двух или трех концентрических слоях с противоположным направлением свивки каждого концентрического ряда прядей. В этом случае моменты вращения всех прядей каната уравновешиваются, что предотвращает общее вращение каната вокруг своей оси.
8. По степени уравновешенности:
- рихтованные – Р;
- нерихтованные.
9. По направлению свивки каната:
- правой - П;
- левой – Л.
10. По сочетанию направлений свивки канатов и его элементов в канатах двойной и тройной свивки:
- односторонней свивки
- направление свивки каната и направление свивки проволоки в пряди одинаковы – О.Oни меньше изнашиваются и более гибки, однако легко раскручиваются, особенно под нагрузкой; - крестовой свивки
- с направлением свивки проволок в прядях, противоположным направлению свивки прядей в канат. Cпособность раскручиваться у них значительно меньше, чем у первого типа канатов; - комбинированной свивки
- с одновременным использованием в канате прядей правого и левого направления свивки. - тройной свивки
- изготавливают преимущественно крестовой свивкой с противоположным направлением свивки стренг, прядей и проволок. Стренги плоского каната укладывают так, чтобы правая и левая свивки чередовались. В канатах одинарной свивки направления свивки отдельных слоев чередуются, что обеспечивает канату некрутящиеся свойства под нагрузкой. Все слои проволок в прядях ТК и ТЛК свиваются в одном направлении.Направление свивки устанавливается следующим образом:
- для спиральных канатов — по направлению свивки проволок наружного слоя;
- для канатов двойной свивки — по направлению свивки прядей наружного слоя в канате;
- для канатов тройной свивки — по направлению свивки стренг в канате.
11. По механическим свойствам проволоки:
- марки стальных канатов общего назначения
- ВК (высокое качество), В (повышенное качество), 1 (нормальное качество). - марки остальных канатов
- В (высокое качество), 1 (нормальное качество).
12. По виду покрытия поверхности проволок в канате:
- без покрытия;
- с цинковым покрытием
- для особо жестких агрессивн ых условий работы (ОЖ);
- для жестких агрессивных условий работ (Ж);
- для средних агрессивных условий работы (С);
- с покрытием каната диаметром 3,1-5,0 мм полиэтиленом низкого давления.
13. По назначению:
- грузолюдские – ГЛ (марок ВК, В)
- служащие для подъем и транспортирования людей и грузов; - грузовые – Г
— для транспортировки грузов (Г). К грузовым канатам относятся и талевые канаты, широко используемые в талях и тельферах и другом грузовом строительном оборудовании.
14. По точности изготовления:
- нормальной;
- повышенной – Т
- c ужесточенными предельными отклонениями по диаметру каната.
15. По форме поперечного сечения прядей различают канаты:
- круглопрядные
- их поперечное сечение близко к кругу. - фасоннопрядные
- трехгранно-, плоско- и овальнопрядные, имеющие значительно большую поверхность соприкосновения с органом навивки, чем круглопрядные, и отличающиеся разнообразием форм поперечного сечения, как самого каната, так и его элементов, а также физико-механическими характеристиками проволок и сердечников. В частности, плоские канаты изготавливают сшивкой нескольких круглых канатов с четным числом стренг (от четырех до двенадцати), при этом форма их поперечного сечения близка к прямоугольной. Плоские канаты изготавливают из прядей с чередующейся — правой и левой — свивкой и прошивают прядями или стержнями. Их ширина в некоторых случаях может достигать 250 мм. - витые круглые канаты имеют различную свивку:
- одинарную спиральную (открытого, полузакрытого и закрытого типов),
- двойную из круглых или фасонных (трехгранных, овальных и др.) прядей (от 3 до 8),
- тройную.Также они могут быть малокрутящимися (число прядей — от 18 до 31 с противоположным направлением свивки по отдельным слоям). Диаметр крученых круглых канатов доходит до 100 мм. В комбинированных витых канатах стальные пряди покрыты слоем пеньковых нитей или пластмассой. Невитые канаты состоят из плотно уложенных групп стальных проволок или спиральных канатов, обжатых спиральной обмоткой или зажимами. Обычно их собирают на месте применения, причем их диаметр может достигать 1,5 мм, а разрывное усилие (в зависимости от диаметра) — 1000 Н/мм2. Плетеные канаты изготавливают переплетением четного числа (обычно четырех) прядей, из которых одна половина имеет правое направление плетения, а другая — левое; их поперечное сечение представляет собой квадрат.
МАРКИРОВКА КАНАТОВ
Каждый канат должен быть снабжен металлическим ярлыком, на котором указывается:
- наименование или товарный знак предприятия-изготовителя;
- номер каната в системе нумерации предприятия-изготовителя;
- условное обозначение каната;
- длину каната или каждого отрезка, считая от шейки барабана, м;
- массу брутто, кг;
- дату изготовления каната.
Ярлык прочно крепится на видном месте щеки барабана или бухты. При намотке каната на металлический барабан ярлык может крепиться к концу каната. Транспортная маркировка – по ГОСТ 14192-96.
ПРИМЕР УСЛОВНЫХ ОБОЗНАЧЕНИЙ КАНАТОВ
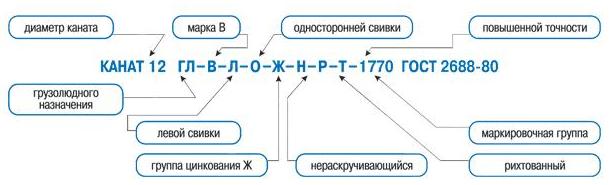
Все указанные выше свойства каната отражаются в его маркировке. Так, например, маркировка канатов диаметром 15 мм грузолюдского назначения марки ВК, оцинкованный по группе Ж, малокрутящийся, левой крестовой свивки, нераскручивающийся, повышенной точности изготовления, маркировочной группы 1900 Н/мм2 имеет следующее условное обозначение:
Канат 15-ГЛ-ВК-Ж-МК-ЛНР-Т-1900 ГОСТ (ТУ)
а маркировка канатов ГОСТ 3079 диаметром 25,0 мм, грузового назначения, марки 1, оцинкованный по группе Ж, левой односторонней свивки, нераскручивающийся, нерихтованный, повышенной точности, маркировочной группы 1370 Н/мм2 (140 кгс/мм2) имеет следующее условное обозначение:
Канат 25-Г-1-Ж-Л-О-Н-Т-1370 ГОСТ 3079-80
канат талевый с металлическим сердечником, диаметром 32 мм, марки В, правой крестовой свивки, повышенной точности изготовления Т, маркировочной группы по временному сопротивлению разрыву 1570 Н/мм2 (16 кгс/мм2) маркируется следующим образом:
Канат МС-32-В-Т-1570 ГОСТ 16853-88
ХРАНЕНИЕ, МОНТАЖ И ЭКСПЛУАТАЦИЯ КАНАТА
Упаковка
Канаты наматываются на деревянные барабаны по ГОСТ 11127-78 или металлические барабаны, а также на возвратные барабаны с использованием их в установленном порядке, или в бухты.
 |  |
Барабаны
Диаметр шейки барабана должен быть не менее 15 номинальных диаметров каната. Борт барабана должен выступать над наружным слоем намотанного каната не менее чем на два диаметра каната при диаметре 25 мм и менее чем на 50 мм при диаметре каната более 25 мм.
Допускается наматывать на барабан несколько отрезков каната одного типоразмера. Концы каната должны быть прочно закреплены. Наружный конец каната обвязывается органическим сердечником по ГОСТ 5269-93 или другой нормативно-технической документации, или проволокой по ГОСТ 3282-74 или другой нормативно-технической документации, или прядью, или канатом, или лентой по ГОСТ 3560-73 и крепится к внутренней стороне щеки барабана.
Барабаны с канатами грузолюдского назначения по требованию потребителя обшивают досками, максимальный зазор между которыми должен быть не более 50 мм, или канат оборачивают полимерной пленкой по ГОСТ 10354-82 или другой нормативно-технической документации, или водонепроницаемой бумагой по ГОСТ 8828-89 или ГОСТ 515-77.
Бухты
Канат, смотанный в бухту, должен быть крепко перевязан мягкой проволокой по ГОСТ 3282-74 или другой нормативно-технической документации, или прядью каната, или лентой по ГОСТ 3560-73 или другой нормативно-технической документации не менее чем в четырех местах, равномерно расположенных по окружности. Упаковка канатов, отгружаемых в районы Крайнего Севера и труднодоступные районы, а также канатов, отправляемых морским путем, производится по ГОСТ 15846-79.
Рекомендуемые габаритные размеры бухт:
- наружный диаметр – не более 1200 мм,
- высота бухты – не более 800 мм,
- внутренний диаметр бухты должен быть не менее 15 номинальных диаметров каната.
Уход
Основной задачей ухода за канатами в условиях их эксплуатации является сохранение формы и структуры каната, приданной ему при изготовлении, и предохранение его от механических и коррозионных повреждений. Это обусловливает соблюдение следующих основных правил хранения, монтажа и эксплуатации канатов.
Стальные канаты поставляются на деревянных барабанах по ГОСТ 11127-78 или металлических барабанах по технической документации завода. Допускается поставка канатов массой до 400 кг в бухтах с наружным диаметром — не более 1200 мм, высота бухты — не более 800 мм, при этом внутренний диаметр бухты должен быть не менее 15 номинальных диаметров каната.
Канаты, поставляемые в районы Крайнего Севера, а также канаты, транспортировка которых предусмотрена морским транспортом, упаковываются в соответствии с требованиями ГОСТ 15846-79 "Продукия,отправляемая в районы Крайнего Севера и труднодоступные районы. Упаковка, маркировка, транспортирование и хранение".
Хранение канатов по группе условий хранения Ж2 ГОСТ 15150-69
При хранении каната, намотанного на барабан, ось барабана должна быть параллельна полу, на котором барабан установлен. Поступившие на хранение канаты подлежат немедленному осмотру и смазке канатной смазкой оголенных при транспортировании и погрузочно-разгрузочных работах участков каната. При длительном хранении канаты должны периодически, не реже чем через 6 месяцев осматриваться по наружному слою и смазываться канатной смазкой.
При необходимости испытания каната у его потребителя перед отбором образца должна быть выполнена плотная обвязка конца каната в соответствии с п. 2.10 ГОСТ 3241-80. Отрезку каната производить при помощи механической дисковой пилы. Канаты с металлическим сердечником и канаты закрытой конструкции можно отрезать с помощью электросварки с одновременным провариванием торца каната.
Монтаж
Основным требованием при монтаже каната является предохранение его от раскручивания. Для этого необходимо: выставить барабан с канатом на размоточном устройстве таким образом, чтобы ось барабана находилась в горизонтальном положении. Сматываемый конец каната должен сходить снизу или сверху барабана, который в процессе смотки каната должен подтормаживаться. Расстояние между барабанами должно быть не менее 300 диаметров каната. В процессе монтажа канат должен претерпевать минимальное количество перегибов, особенно знакопеременных.
Размотка каната из бухты
Поставьте бухту на землю и разматывайте канат ровно, по прямой, следя за тем, чтобы не произошло загрязнение каната грунтом/металлической крошкой, влагой и другими вредными веществами (рис. 1). Бухту можно поставить на поворотный разматыватель и потянуть за наружный конец каната, вращая бухту. | Рисунок 2. Неправильно |
 | 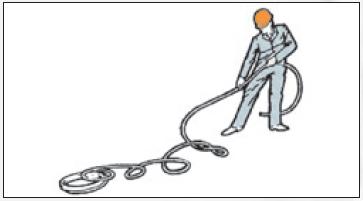 |
| Рисунок 1. | Никогда не разматывайте канат с неподвижной бухты, так как это может привести к перекручиванию каната и об- |
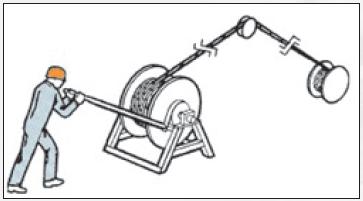
Навеска канатов с барабана
Пропустите вал через осевое отверстие барабана и поставьте его на опору, позволяющую вращать барабан и тормозить его вращение, чтобы избежать набегания каната. При многослойной навивке необходимо поместить барабан на устройство, которое обеспечит возможность возвратного натяжения каната во время его перемотки с транспортного барабана на барабан подъемной установки. Это поможет убедиться в том, что нижние витки плот но навиты на барабан (рис.3).
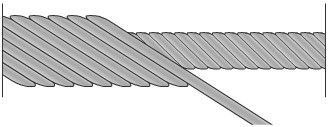
Рисунок 3. | Угол девиации не должен превышать 1,5° в случае применения гладкого барабана и 2,5° при использовании барабана с винтовой нарезкой, для того, чтобы обеспечить минимальный боковой износ каната при трении о соседний виток в случае гладкого барабана, и о боковую поверхность нарезанной канавки в случае использования барабана с винтовой нарезкой. |
Рекомендуемые способы перемотки канатов
Регулярная смазка канатов в процессе эксплуатации значительно увеличивает срок их службы. Смазка предохраняет канат от коррозии и уменьшает его износ на блоках и барабане. Канаты покрывают смазкой при изготовлении по всему сечению, а в процессе эксплуатации — сплошной непрерывной пленкой толщиной 0,1 мм. В качестве смазок применяют торсиол-55, ГОСТ 20458-75, торсиол-35, БОЗ-1 по технической документации. Температура смазки при ее нанесении на канат должна быть 80—100°С. Канат перед нанесением смазки очищают от старой смазки и грязи различными способами. Наиболее простой из них — очистка при помощи стальных щеток и хлопчатобумажных концов.
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ КАНАТОВ РАЗЛИЧНЫХ КОНСТРУКЦИЙ
Канаты одинарной свивки из круглых проволок
Обладают повышенной жёсткостью, поэтому их рекомендуется применять в условиях, в которых отсутствует знакопеременный изгиб, а преобладает растягивающая нагрузка (арматурные, грозозащитные канаты, канаты для линий электропередач, ограждений, растяжек, вант и т.п.).
Канаты с прядями типа ТК
Не рекомендуется применять для ответственных и интенсивно работающих подъемных установок. Применяются в условиях, где знакопеременные изгибы и пульсирующие нагрузки незначительны или полностью отсутствуют (расчалочные, временные лесосплавные крепления и т.д.)
Канаты с прядями типа ЛК-О
Обладают повышенной коррозионной стойкостью, устойчиво работают в условиях абразивного истирания, благодаря наличию в верхнем слое проволок увеличенного диаметра. Эти канаты нашли широкое распространение в качестве подъёмных на судах и лифтах, тормозных – на шахтных подъемных установках, тяговых – на подвесных канатных дорогах, кабель-кранах и т.д. Однако для нормальной эксплуатации этих канатов требуется несколько повышенный диаметр блоков и барабанов.
Канаты восьмипрядные типа ЛК-О
Канаты предназначены для различных подъёмных механизмов, где необходима повышенная гибкость и стойкость против поверхностного износа проволок.
Канаты ЛК-Р
Канаты с прядями типа ЛК-Р имеют повышенную степень заполнения поперечного сечения металлом и поэтому нашли применение в различных грузоподъёмных приспособлениях с повышенными осевыми нагрузками. Особенно ввиду наличия, в наружном слое, проволок малого диаметра. Канаты могут эксплуатироваться в условиях воздействия агрессивных сред.
Канаты тройной свивки типа ЛК-Р
Обладают повышенной гибкостью. Повышенная структурная плотность позволяет повысить их прочность, что позволяет использовать их на строительных и металлургических кранах, шахтных подъёмных установках, экскаваторах, подвесных канатных дорогах в качестве тяговых, кабель-кранах и т.д.
Канаты ЛК-РО
Канаты ЛК-РО отличаются сравнительно большим числом проволок в прядях и поэтому обладают повышенной гибкостью. Наличие в наружном слое этих канатов относительно толстых проволок позволяет успешно применять их в условиях абразивного износа и агрессивных сред.
Канаты трехгранопрядные
Отличаются повышенной структурной устойчивостью, большим коэффициентом заполнения и большой опорной поверхностью. Применяются в условиях больших концевых нагрузок и повышенного абразивного износа. Находят применение в качестве головных на подъёмных установках со шкивами трения и при многослойной навивке на барабан лебёдки.
Канаты закрытых конструкций
Применяют в качестве несущих на подъёмных канатных дорогах и кабель-кранах. Большой коэффициент заполнения металлом поперечного сечения каната, максимальная опорная поверхность, минимальные упругие и остаточные удлинения при эксплуатации, способность фасонных проволок сохранять своё положение в канате при обрыве, значительная высота наружных фасонных проволок обуславливают широкое применение канатов закрытых конструкций в шахтной и горно-рудной промышленности в качестве проводниковых и отбойных. Канаты закрытой конструкции, изготовленные из проволок с цинковым покрытием, нашли широкое применение при строительстве различных инженерно-строительных сооружений (подвесных мостов, путепроводов, антенно-мачтовых сооружений и т.д.) в качестве несущих элементов.
Канаты с прядями типа ЛК-З
Канаты типа ЛК-З наряду с повышенной гибкостью обладают высокой прочностью. Нашли применение практически во всех отраслях промышленности на подъемно-транспортных установках. Однако они не должны подвергаться воздействию агрессивной среды, что обусловлено наличием в конструкции каната тонких проволок заполнения.
Канаты с прядями типа ТЛК
Имеют повышенное число слоёв проволок в пряди, и как следствие, обладают большой гибкостью. Находят применение на различных подъёмных установках с большой кратностью полиспастной системы. Применяются в качестве головных на вертикальных шахтных подъёмах.
Канаты арматурные
Канаты стальные для армирования железобетонных строительных конструкций применяются в качестве напрягаемой арматуры предварительно напряженных железобетонных конструкций.
Канаты из комбинированых материалов
Канаты применяются для постройки орудий лова и такелажа. Имеют повышенную гибкость и прочность по сравнению с канатами из полимерных материалов.
Провода неизолированые
Провода применяются для передачи электрической энергии в воздушных электрических сетях.